


Okuma G75 C-chanfrein
Okuma G75 C-chanfrein
Okuma G75 G Code est utilisé pour chanfreiner une arête vive.
- G75 n'est efficace qu'en mode G01.
- G75 est non modal et actif uniquement dans le bloc commandé.
Programmation Okuma G75
G75 X Z L
Paramètres
| Paramètre | Description |
|---|---|
| X, Z | Coordonnées du point d'intersection. |
| L | Taille de la face chanfreinée. Le signe est déterminé par la direction du mouvement de l'axe ; "+" lorsque l'axe Z (axe X) se déplace dans le sens positif après le mouvement de l'axe X (axe Z). "-" lorsque l'axe Z (axe X) se déplace dans le sens négatif après le mouvement de l'axe X (axe Z). |
Exemple de programme Okuma G75
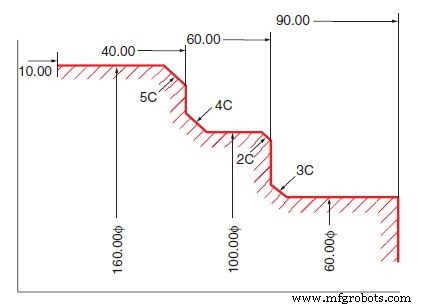
: : N101 G01 X60 Z92 F0.1 N102 G75 Z60 F0.05 L3 N103 G75 X100 L-2 N104 G75 Z40 L4 N105 G75 X160 L-5 N106 Z10 : :
Chamfreinage automatique à n'importe quel angle
Si un chanfreinage est nécessaire sur des bords ayant un angle autre que 90°, la fonction de chanfreinage automatique peut être utilisée pour programmer facilement le chanfreinage.
Exemple de programme
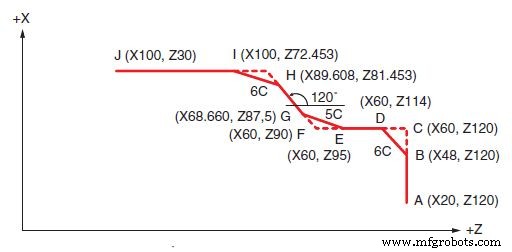
: : N100 G00 X20 Z120 N110 G75 G01 X60 L6 F0.1 N120 G75 Z90 L5 N130 G75 A120 X100 L6 N140 Z30 : :
commande numérique par ordinateur
- pour plier la tôle avec une presse plieuse
- ips pour choisir le bon service de réparation CNC
- liste de contrôle de maintenance préventive pour les machines CNC
- BDE étend ses capacités d'usinage avec l'Okuma MB 5000
- Okuma America présente le tour CNC de nouvelle génération
- Okuma lance la programmation conversationnelle sur certaines machines
- Exemple de programme CNC de cycle de rainurage Fanuc G75
- Cycle de rainurage CNC Fanuc G75
- Cycle de rainurage Fanuc G75 format une ligne