


Cycle d'alésage fin Fanuc G76 – Fraiseuse CNC
Cycle d'alésage fin Fanuc G76
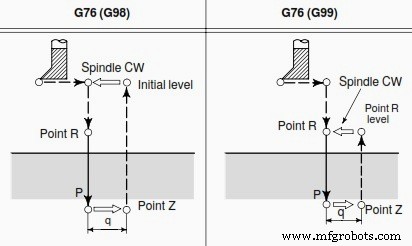
Le cycle d'alésage fin Fanuc G76 perce un trou avec précision. Lorsque le fond du trou a été atteint, la broche s'arrête et l'outil est éloigné de la surface usinée de la pièce et rétracté.
Le cycle d'alésage fin Fanuc G76 est utilisé pour agrandir les alésages avec des têtes d'alésage et de surfaçage, Le cycle de perçage fin Fanuc G76 est également appelé cycle de perçage fin Fanuc G76.
Programmation
G76 X Y Z R Q P F K
Paramètres
| Paramètre | Description |
|---|---|
| X Y | Données de position du trou |
| Z | Position absolue de la profondeur du trou |
| R | Position du plan R |
| Q | Quantité de décalage au fond d'un trou |
| P | Temps de séjour au fond d'un trou |
| F | Avance de coupe |
| K | Nombre de répétitions (si nécessaire) |
Fonctionnement
Lorsque le fond du trou a été atteint, la broche est arrêtée à la position de rotation fixe et l'outil est déplacé dans la direction opposée à la pointe de l'outil et rétracté. Cela garantit que la surface usinée n'est pas endommagée et permet d'effectuer un alésage précis et efficace.
Assurez-vous de spécifier une valeur positive dans Q. Si Q est spécifié avec une valeur négative, le signe est ignoré. Réglez le sens du décalage dans les bits 4 et 5 du paramètre 5101.
Bit 5 Bit 4 = Shift 00 X+ 01 X- 10 Y+ 11 Y-
Exemple de programme
M3 S500 G90 G99 G76 X300. Y–250. Z–150. R–120. Q5. P1000 F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5
commande numérique par ordinateur
- Cycle de filetage CNC Fanuc G76
- Exemple de programme CNC de cycle de rainurage Fanuc G75
- CNC Fanuc G72 Cycle fixe Façage
- Filetage conique avec cycle de filetage Fanuc G76
- Cycle de rainurage CNC Fanuc G75
- Cycle de répétition de motif CNC Fanuc G73
- Liste des codes Fanuc G
- Cycle de filetage Fanuc G76 pour les nuls
- Cycle de filetage CNC Fanuc G92