Fabrication industrielle
 MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
commande numérique par ordinateur


Liste des codes Fanuc 31i G pour les programmeurs machinistes cnc qui travaillent sur des centres dusinage cnc avec des commandes cnc Fanuc 30i 31i 32i. Commandes CNC Fanuc La liste suivante de codes g sapplique également aux commandes CNC suivantes. Série Fanuc 30i/300i/300is-MODÈLE A Série Fan

Le Denford Mirac PC est un centre de tournage CNC polyvalent à 2 axes, idéal pour tous les niveaux denseignement et de formation technique.Voici la liste complète des codes G &M du tour CNC Denford Mirac PC. Tour CNC Denford Mirac PC Liste des codes G Mirac PC Code G Fonction G00 Positionnement (

Okuma M203 est lune des fonctions de réduction du temps de fonctionnement.Remarque : Utilisez M203 avec précaution. Commande de desserrage de la tourelle Okuma M203 La CN débloque simultanément la tourelle et provoque le déplacement de laxe à la réception de la commande M203.La commande M203 nest e
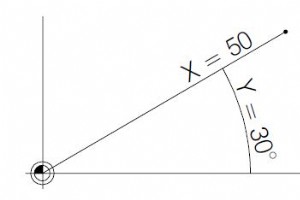
G15 Fin de linterpolation des coordonnées polaires G15 Fin de linterpolation des coordonnées polaires Programmation G15 G16 Commencer linterpolation des coordonnées polaires G16 Commencer linterpolation des coordonnées polaires Programmation G16 Entre G16 et G15, les points peuvent être définis p
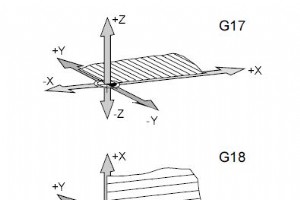
Sélection du plan Fanuc G17 G18 G19 Avec G17 G18 G19, le plan sera défini, dans lequel linterpolation circulaire et linterpolation en coordonnées polaires peuvent être effectuées et dans lequel la compensation du rayon de la fraise sera calculée.Dans laxe vertical par rapport au plan actif, la comp
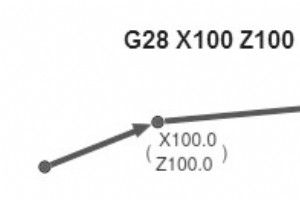
Point de référence dapproche Fanuc G28 Avec G28, le point de référence sera accosté via une position intermédiaire (X, Y, Z). Le premier est le mouvement vers X, Y et Z, puis le point de référence sera approché. Les deux mouvements se produisent avec G00 ! Le décalage G92 sera supprimé. Programma
Coupe de filetage Fanuc G33 Avec un outil de montage (tête dalésage ou de surfaçage), les filets peuvent être coupés. Remarques Les commutateurs de priorité davance et de broche ne sont pas actifs pendant G33 (100 %). Programmation N... G33 Z... F.. Paramètres Paramètre Description F Pas de fil

G43 Compensation de longueur doutil positive Avec G43, une valeur du registre de décalage (OFFSET) peut être appelée et ajoutée à la longueur doutil.A tous les mouvements Z suivants (avec plan XY actif - G17) dans le programme, cette valeur sera ajoutée. Programmation N... G43 H... Exemple N... G
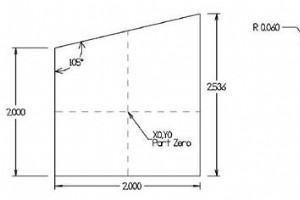
Soumis par :Programmeur CNC Résumé Arrondissement et chanfreinage dangle HaasPour les chanfreins, C avec la longueur du chanfrein indiquée est utilisé.Pour les rayons a, R avec la taille du rayon indiqué.Le bloc de chanfreinage ou darrondi dangle peut être inséré entre deux blocs linéaires ou G01.

Perçage standard ECS G81 Le cycle de saisie de données est activé, dans les modes MDI et Edit, via cette séquence de touches : Programmation G81 <ENT=..> <RAP=..> <RAL=..> Paramètres Paramètre Description ENT Profondeur citation atteinte au flux de travail RAP Devis atteint e
ECS G81/3 – Perçage 3 couches Avec ce cycle, il est possible de percer des trous définissant deux zones où le foret avancera à des avances différentes (normalement inférieures) à celle programmée avec linstruction F…. Le cycle Data Entry est activé, dans les modes MDI et Edit, par cette séquence d
Perçage ECS G82 avec temporisation pour brise-copeaux La seule différence entre ce cycle et le perçage standard G81 est la temporisation effectuée par le foret après avoir atteint la cote de profondeur (ENT) pour casser le copeau. Le cycle Data Entry est activé, en modes MDI et Edit, par cette séq
ECS G83 Forage profond avec dégagement Ce cycle est normalement utilisé pour percer des trous profonds. Au premier perçage le foret atteindra la cotation définie avec le paramètre INI . Après cela reviendra rapidement au RAP Devis. La prochaine fois, le bit avancera de lentité donnée par (INI + IND
ECS G83/r Deep Drilling avec Dwell pour le bris de copeaux Les différences entre ce cycle et le forage profond G83 sont : A la fin de chaque étape de forage, une temporisation de TIM est exécutée sec pour casser la puce. À la fin de la temporisation, le bit nest pas déplacé rapidement vers le RAP
Taraudage ECS G84 Ce cycle est utilisé pour tarauder lorsque la broche de la fraiseuse nest pas équipée dun capteur de position. Dans ce cas, il est conseillé dutiliser également un robinet avec un compensateur mécanique. Il faut aussi vérifier que : Avance programmée [mm/min] =Vitesse programmée
Cycle dalésage ECS G85 La seule différence entre ce cycle et le perçage standard G81 est que loutil revient au RAL le devis est fait au flux de travail, entre ENT et RAP , et à vitesse rapide (G00 ) de RAP au RAL . Le cycle Data Entry est activé, dans les modes MDI et Edit, par cette séquence de t
ECS G86 Alésage avec cycle darrêt de la broche La seule différence entre ce cycle et le perçage standard G81 est que la broche a atteint le ENT le devis est arrêté Il ne redémarrera que lorsque loutil atteindra rapidement le RAL devis. Le cycle Data Entry est activé, dans les modes MDI et Edit, pa
ECS G87 Alésage avec cycle de rétraction Ce cycle diffère du Perçage avec arrêt de broche G86 car dans ce cas, lorsque loutil atteint la ENT devis, la broche est non seulement arrêtée, mais orientée dans une position spécifique (grâce à la Fonction M19), débrayée avec un mouvement en X et Y et enfi
ECS G89 Alésage avec cycle de temporisation Ce cycle diffère du cycle de perçage standard G85 permettant de programmer une temporisation (TIM sec) entre larrivée à lENT devis, au début du mouvement, effectué à lalimentation de travail, pour atteindre le RAP devis. Le cycle Data Entry est activé, d

Commande SSL de la série Osai 10 est utilisé avec G96 pour définir le régime maximal que la broche est autorisée à exécuter pendant le CSS. Programmation SSL=value Paramètres Paramètre Description valeur Est une valeur qui peut être programmée directement avec un nombre décimal ou indirectement a
commande numérique par ordinateur