Fabrication industrielle
 MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
commande numérique par ordinateur

Osai UGS (UCG) - Utiliser léchelle graphique (tracé machine) La commande UGS de la série Osai 10 initialise laffichage graphique et établit les limites et lorientation de laffichage graphique. Programmation (UGS [,ax-orient],abs-axis,val1,val2,ord-axis,val3,val4 [,third-axis]) Paramètres Paramètre

Commande Osai CGS (CLG) La commande Osai CGS efface le profil de lécran en laissant le système de coordonnées. Programmation (CGS)
Commande Osai DGS (DCG) La commande Osai DGS désactive laffichage graphique, supprime le profil affiché et supprime le système de coordonnées de lécran. Après avoir utilisé la commande DGS, vous devez utiliser une autre commande UGS pour réinitialiser laffichage graphique. Programmation (DGS)
Commande DIS Osai La commande Osai DIS permet dafficher les valeurs à lopérateur. La commande affichera la valeur dans la zone de lécran réservée aux communications avec lopérateur. Programmation (DIS,operand [,operand ] [,operand] [,operand] [,operand ]) Paramètres Paramètre Description opérande
Commentaires dans les programmes Anilam Dans Anilam, le programmeur CNC peut utiliser un astérisque (*) pour faire des commentaires dans une liste de programmes ou pour masquer tout ou partie dun bloc à la CNC.Lorsquun astérisque est placé avant une chaîne de texte, la CNC ignore tout le texte à dr
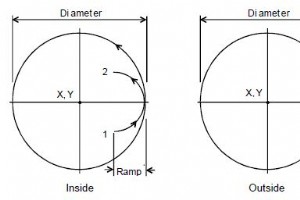
Cycle de profil circulaire G171 Le cycle de profil circulaire Anilam G171 nettoie le profil intérieur ou extérieur dun cercle existant. Programmation G171 Xn Yn Hn Dn Zn An Rn Bn Sn In Jn Kn Pn Paramètres Paramètre Description X Coordonnée X du centre. Par défaut :position actuelle. Facultatif. O
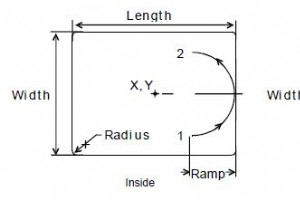
Cycle de profil rectangulaire Anilam G172 Anilam G172 Rectangular Profile Cycle nettoie le profil intérieur ou extérieur dun rectangle. Programmation G172 Xn Yn Hn Mn Wn Zn An Rn Un Bn Sn In Jn Kn Pn Paramètres Paramètre Description X Coordonnée X du centre. Si aucune coordonnée nest saisie, la CN
Cycle de perçage de trous profonds à grande vitesse Okuma G73 G73 Cycle de perçage profond à grande vitesse Programmation G73 X__Y__Z__R__P__Q__F__ Paramètres Paramètre Description X,Y Valeurs des coordonnées de la position du trou Z Niveau bas du trouEn mode G90 : Position dans le système de co
Cycle de taraudage inversé Okuma G74 G74 Cycle de taraudage inversé Programmation G74 X__Y__Z__R__P__Q__F__ Paramètres Paramètre Description X,Y Valeurs des coordonnées de la position du trou Z Niveau inférieur du trouEn mode G90 :Position dans le système de coordonnées sélectionnéEn mode G91 :Di
Cycle dalésage fin Okuma G76 Cycle dalésage fin G76 Programmation G76 X__Y__Z__R__Q__(I__J__) P__F__ Paramètres Paramètre Description X,Y Valeurs des coordonnées de la position du trou Z Niveau bas du trou R Niveau du point R Q Montant du décalage (Voir lexplication ci-dessous.) Je,J Montant d
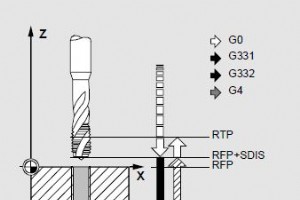
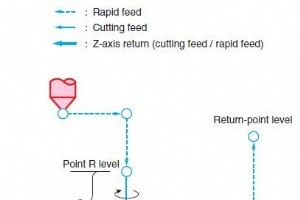
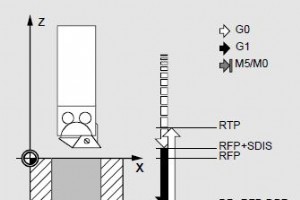
Cycle de taraudage rigide Sinumerik CYCLE84 Le CYCLE84 produit des trous taraudés sans utiliser de porte-taraud flottant.Le CYCLE84 ne peut être appliqué que si la broche désignée pour le perçage est capable de travailler en mode broche à commande de position. Programmation CYCLE84(RTP, RFP, SDIS,
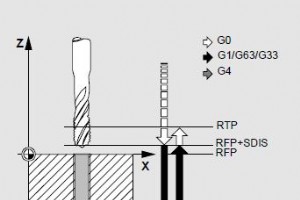
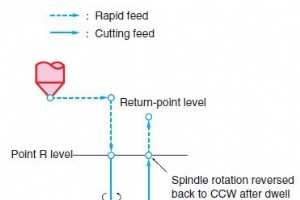
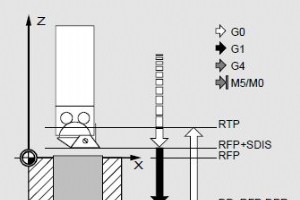
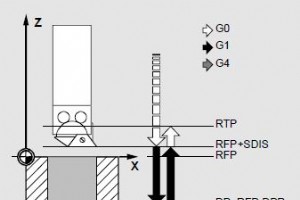
Taraudage Sinumerik CYCLE840 avec porte-taraud flottant Avec le cycle Sinumerik CYCLE840, il est possible de réaliser des trous taraudés avec un porte-taraud flottant sans encodeur avec encodeur. Pour le taraudage sans porte-taraud flottant (ruban rigide), le CYCLE84 est utilisé. Programmation C
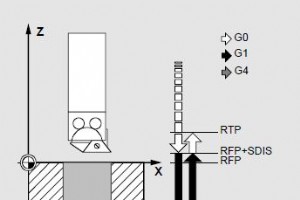
Sinumerik CYCLE85 Alésage 1 Dans le cycle CYCLE85 Alésage 1, les déplacements vers lintérieur et vers lextérieur sont effectués à une vitesse davance qui doit être spécifiée dans les paramètres correspondants. Programmation CYCLE85 (RTP, RFP, SDIS, DP, DPR, DTB, FFR, RFF) Paramètres Paramètre Des
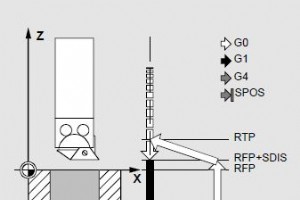
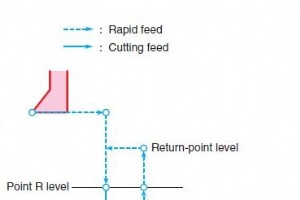
Sinumerik CYCLE86 Alésage 2 Dans le cycle CYCLE86 Alésage 2, un arrêt orienté de la broche est effectué lorsque la profondeur de perçage est atteinte. Loutil se déplace ensuite en vitesse rapide vers les positions de retour programmées et de là vers le plan de retour. Le cycle CYCLE86 ne peut être
Sinumerik CYCLE87 Alésage 3 Dans le cycle Sinumerik CYCLE87 Alésage 3, un arrêt de la broche sans orientation est effectué à latteinte de la profondeur de perçage finale, suivi dun arrêt programmé. En appuyant sur la touche NC Start, le déplacement vers le haut se poursuit en vitesse rapide jusquà
Sinumerik CYCLE88 Alésage 4 Dans le cycle Sinumerik CYCLE88 Alésage 4, une temporisation est effectuée à latteinte de la profondeur de perçage finale avec un arrêt de la broche sans orientation et un arrêt programmé. En appuyant sur la touche NC Start, le déplacement vers le haut seffectue en vites
Sinumerik CYCLE89 Alésage 5 Dans le cycle Sinumerik CYCLE89 « Alésage 5 », les déplacements vers lintérieur et vers le haut sont effectués à la valeur F programmée avant lappel du cycle. Une fois la profondeur de perçage finale atteinte, une temporisation peut être effectuée. Programmation CYCLE89

Osai GTL (PROGRAMMATION GÉOMÉTRIQUE DE HAUT NIVEAU) Les systèmes CNC de la série Osai 10 permettent de programmer un profil géométrique sur le plan en utilisant soit le langage de programmation standard (G1-G2-G3) soit GTL, un langage de programmation de haut niveau. Osai GTL permet dutiliser les
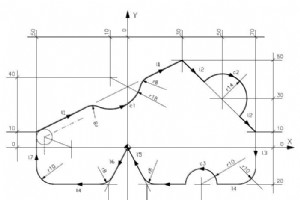
Exemple de programmation de la série Osai 10 utilisant Osai GTL (langage de programmation de haut niveau). Exemple de programmation Osai GTL N1 (DIS,EXAMPLE GTL)N2 l1=X-50Y10,X30Y50N3 l2=X30Y50,X70Y10N4 l3=X70Y0,a-90N5 l4=X=Y-20,a180N6 l5=X10Y-20,X0Y0N7 l6=X0Y0,X-10Y-20N8 l7=X-50Y0,a90N9 c1=I-10J4
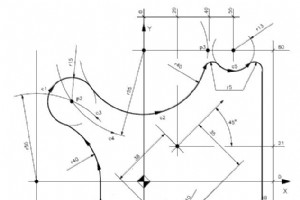
La série Osai 10 permet aux programmeurs de créer des programmes cnc en utilisant un langage de programmation standard (G1-G2-G3) ou GTL, un langage de programmation de haut niveau (GTL).Voici un exemple complet de programmation Osai GTL. Exemple de programme Osai CNC GTL N1 (DIS,EXAMPLE 3)N2 S...
commande numérique par ordinateur