


Cycle de profil circulaire Anilam G171
Cycle de profil circulaire G171
Le cycle de profil circulaire Anilam G171 nettoie le profil intérieur ou extérieur d'un cercle existant.
Programmation
G171 Xn Yn Hn Dn Zn An Rn Bn Sn In Jn Kn Pn
Paramètres
| Paramètre | Description |
|---|---|
| X | Coordonnée X du centre. Par défaut :position actuelle. Facultatif. |
| O | Coordonnée Y du centre. Par défaut :position actuelle. Facultatif. |
| H | Z hauteur de départ absolue (rapide) (doit être de 0,1 pouce ou 2 mm au-dessus de la surface à découper). Exécuté en rapide. Obligatoire. |
| D | Diamètre fini du cercle. Si vous entrez une valeur négative, la direction de coupe et les points de départ et d'arrivée s'inversent. Obligatoire. |
| Z | Profondeur absolue du profil fini. Obligatoire. |
| A | Réglage pour couper à l'intérieur du profil (In) ou à l'extérieur (Out). Sélection requise. 0=Entrée, 1=Sortie. |
| R | Distance de rampe utilisée pour chaque passage. Facultatif. |
| B | Incrément de l'axe Z utilisé pour chaque passe. Facultatif. |
| S | Quantité de stock laissé par la machine avant la passe de finition. Par défaut :0. Entrez une valeur négative pour quitter le brut sans effectuer de passe de finition. Facultatif. |
| Je | Vitesse d'avance de l'axe Z. Facultatif. |
| J | Vitesse d'avance en passe d'ébauche. Facultatif. |
| K | Vitesse d'avance de la passe de finition. Facultatif. |
| P | Rétracter la hauteur. |
Fonctionnement
Lorsqu'elle est exécutée, la CNC avance rapidement jusqu'à la position de départ de la rampe n° 1, jusqu'à H (StartHgt), puis avance jusqu'à la profondeur de la première coupe.
La machine avance dans le profil le long de la rampe n° 1, coupe le cercle jusqu'à la spécifié D (diamètre) puis s'éloigne de la pièce le long de la rampe #2.
Lors de la coupe d'un profil extérieur, l'outil s'enfonce dans la pièce le long de la rampe #1 et s'éloigne de la pièce le long de la rampe #2, comme illustré à la figure
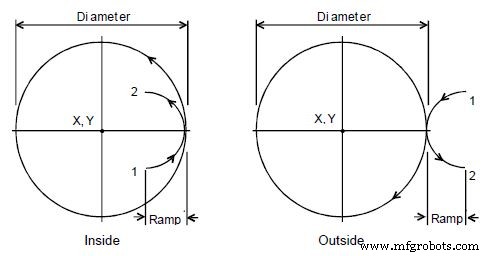
Position de la rampe pour le profil intérieur et extérieur
Le cycle de profil circulaire compense automatiquement le diamètre de l'outil. Activez le bon diamètre d'outil avant le bloc G171.
Remarques
Si vous entrez une profondeur de passe =B (Z Max.cut), la CNC exécute le nombre de passes nécessaires pour passer de H (Z Start Hgt.) à Z (Z Depth), en coupant jusqu'à la profondeur de passe =B (Z Max.cut) à chaque passage.
Lorsque vous entrez une valeur S (surépaisseur de finition), la CNC laisse la surépaisseur spécifiée sur le profil et la profondeur pour une passe de finition. La CNC termine au diamètre saisi lors de la passe de finition. Entrez un S (finition de brut) négatif pour laisser le brut de finition sans faire de passe de finition.
Si vous n'entrez pas de valeur J (Avance d'ébauche) ou K (Avance de finition), la CNC exécute les mouvements d'avance à la vitesse d'avance actuelle. J contrôle l'avance du cycle d'ébauche. K contrôle l'avance du cycle de finition.
commande numérique par ordinateur
- Temps de cycle vs finition de surface
- Calcul du temps de cycle d'usinage CNC
- Cycle de filetage CNC Fanuc G76
- Cycle de rainurage CNC Fanuc G75
- Liste des codes Fanuc G
- Fanuc G70 G71 Exemple de programme de cycle de tournage d'ébauche et de finition
- Cycle de filetage CNC Fanuc G92
- Cycle de tournage G90
- Filetage conique avec cycle de filetage G92