


Exemple d'appel de sous-programme de tour CNC plusieurs fois
Soumis par :Vikram
Résumé
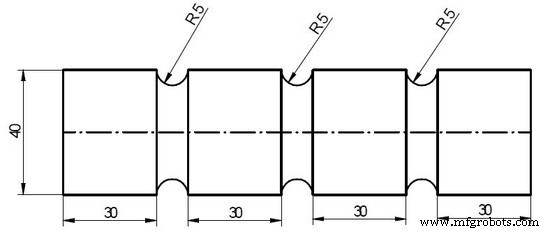
Programme de tour CNC qui appelle un sous-programme plusieurs fois pour couper le même motif.
Le sous-programme utilise UW au lieu de XZ pour rendre le programme plus facile à comprendre et à déboguer.
Dessin/Image
Programme CNC
Main Program: N5 G90 F0.2 S1200 T0101 M04 N10 G00 X40 Z0 N20 M98 P37000 (call subprog O7000 three times) N30 G01 W-30 N40 G28 U0 W0 N50 M05 M30 Subprogram: O7000; G01 U0 W-30 G02 U0 W-10 R5 N60 M99
Couper une vis avec des filets aux deux extrémités (vis de cheville) à l'aide du cycle de filetage CNC G76
Exemple de programme CNC utilisant le cycle de répétition de motif G73 Cycle de filetage G76
commande numérique par ordinateur
- Exemple de programmation CNC de tour
- Exemple de programme CNC Fanuc
- Exemple de programmation de tour CNC
- Exemple de programmation de tour CNC Fanuc
- Exemple de programmation CNC en pouces Programme de tour CNC simple
- Exemple de programme de cycle de perçage CNC G81
- Fraisage de rainures d'un exemple de programme CNC
- Exemple de cycle de taraudage G84 Programme CNC
- Appel de sous-programme local Haas CNC M97 avec exemple de programme CNC