

Fabrication industrielle
 MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
commande numérique par ordinateur


Codes NUM 1020/1040/1060M G pour les machinistes cnc qui travaillent sur une fraiseuse cnc avec des commandes NUM cnc. Codes G NUM 1020/1040/1060M Code G Description G00 Interpolation linéaire à grande vitesse G01 Interpolation linéaire à lavance programmée G02 Interpolation circulaire dans le

Codes m cnc NUM 1020/1040/1060M pour les machinistes cnc qui travaillent sur une fraiseuse cnc avec des commandes cnc NUM. Codes M NUM 1020/1040/1060M Code M Description M00 Arrêt du programme M01 Arrêt facultatif M02 Fin du programme M03 Rotation de la broche dans le sens des aiguilles dune m

Liste Okuma OSP-P300S/P300L Alarm-P.Pour les machinistes cnc qui travaillent sur des machines cnc avec des commandes cnc Okuma. Classification des alarmes Okuma Les alarmes liées à lOSP sont classées en cinq types, qui sont Alarme P (énumérée ci-dessous) Alarme A Alarme B Alarme C Alarme D ERREU

Okuma OSP-P300S/P300L Alarm-A list.Pour les machinistes cnc qui travaillent sur des machines cnc avec des commandes cnc Okuma. Classification des alarmes Okuma Les alarmes liées à lOSP sont classées en cinq types, qui sont Alarme P Alarme A (listée ci-dessous) Alarme B Alarme C Alarme D ERREUR

Liste des codes M NUM 1020/1040/1060T pour les machinistes cnc qui travaillent sur des tours cnc avec commandes CNC NUM 1020/1040/1060T. Codes M NUM 1020/1040/1060M Code M Description M00 Arrêt du programme M01 Arrêt facultatif M02 Fin du programme M03 Rotation de la broche dans le sens des ai

Commande CNC Bosch CC 100 M Code G et liste complète des codes M pour les machinistes CNC qui travaillent sur une fraiseuse CNC avec commande CNC BOSCH CC 100. Codes G Bosch CC 100 M Code G Description G0 Positionnement en rapide G1 Interpolation linéaire à lavance programmée G3 Interpolation c

Les machinistes CNC qui travaillent sur des tours/fraiseuses CNC avec des commandes CNC BOSCH peuvent télécharger gratuitement les manuels de commande CNC Bosch sur le site Web de Boschrexroth. Manuels des commandes CNC Bosch Des manuels pour les commandes Bosch suivantes sont disponibles, Bosch
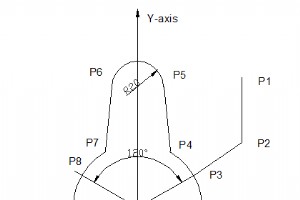
Copie rotative Fanuc G72.1 En utilisant G72.1 Rotational Copy G-code, une figure spécifiée par un sous-programme peut être produite de manière répétée avec Rotational mouvement. Programmation G72.1 P... L... X... Y... R... Paramètres Paramètre Description P Numéro de sous-programme L Nombre de rép
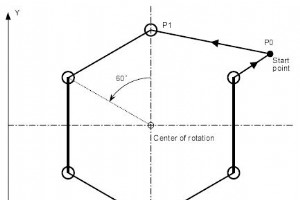
Exemple de programmation de copie rotative Fanuc G72.1, le code G G72.1 est utilisé pour produire de manière répétée une figure avec un mouvement de rotation. Copie rotative Fanuc G72.1 À laide du code G de copie rotative G72.1, une figure spécifiée par un sous-programme peut être produite de maniè
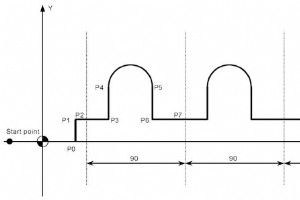
Copie linéaire Fanuc G72.2 En utilisant le code G de copie linéaire G72.2, une figure spécifiée par un sous-programme peut être produite de manière répétée avec Linéaire mouvement. Programmation G72.2 P... L... I... J... Paramètres Paramètre Description P Numéro de sous-programme L Nombre de répét
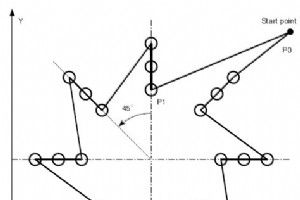
Cet exemple de programme CNC montre comment les fonctions de copie de figure G72.1 et G72.2 peuvent sappeler lune lautre dans un programme de pièce, lisez attentivement les notes de programmation ci-dessous. Programmation Copie rotative Fanuc G72.1 En utilisant le code G de copie rotative G72.1, un

Liste Okuma OSP-P300S/P300L Alarm-B.Pour les machinistes cnc qui travaillent sur des machines cnc avec des commandes cnc Okuma. Classification des alarmes Okuma Les alarmes liées à lOSP sont classées en cinq types, qui sont Alarme P Alarme A Alarme B (listée ci-dessous) Alarme C Alarme D ERREUR

Programme darrêt Haas M00 Le code M00 est utilisé pour arrêter un programme. Haas M00 arrête le axes broche désactive le liquide de refroidissement (y compris le liquide de refroidissement à travers la broche) Le bloc suivant (bloc après le M00) sera mis en surbrillance lors de la visualisation

Arrêt du programme optionnel Haas M01 M01 fonctionne de la même manière que M00, sauf que la fonction darrêt facultatif doit être activée. Données de code M modal/non modal Fraiseuse/Tour modale Les deux Programmation M00 Vidéo de travail Haas M00 Paramètres associés 17 – Opt Stop Lock O
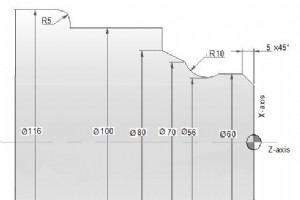
Exemple de programmation de centre de tournage CNC/tour CNC facile à comprendre pour les machinistes CNC qui travaillent sur des centres de tournage CNC/tours CNC.Cet exemple de programmation CNC peut être utilisé comme un exercice de programmation dapprentissage CNC pour les programmeurs/machiniste

Liste des codes M de la série Doosan MX pour les machinistes/programmeurs CNC. Les codes M pour lunité supérieure et lunité inférieure sont donnés. CNC Doosan série MX Cette liste de codes M fonctionne pour les machines cnc suivantes,Série Doosan PUMA MX2000, MX2000L/T/LT/S/LS/LST MX2500, MX2500L/
Liste des codes M de la série Doosan TT pour les machinistes/programmeurs CNC. Les codes M pour lunité supérieure et lunité inférieure sont donnés. CNC série Doosan TT Cette liste de codes M fonctionne pour les machines cnc suivantes,Série Doosan PUMA TT1500MS/SY TT1800MS/SY TT2000SY TT2500MS/SY

Liste des alarmes pour les centres dusinage cnc/tour cnc Doosan MX Series. CNC Doosan série MX Les alarmes fonctionnent pour les machines cnc suivantes,Série Doosan PUMA MX2000, MX2000L/T/LT/S/LS/LST MX2500, MX2500L/T/LT/S/LS/LST MX3000, MX3000S Liste des alarmes de la série Doosan MX N° dalarm

Liste des alarmes pour les centres dusinage cnc/tour cnc Doosan TT Series. CNC série Doosan TT Les alarmes fonctionnent pour les machines CNC suivantes,Série Doosan PUMA TT1500MS/SY TT1800MS/SY TT2000SY TT2500MS/SY Liste des alarmes de la série Doosan TT Alarme Message 2001 QUE LE BOUTON DURGE
La partie dune valeur de correction doutil utilisée pour compenser lusure de loutil.
commande numérique par ordinateur
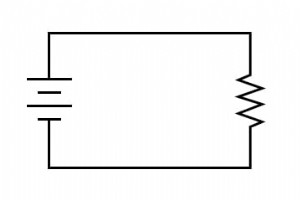
Dissipation de puissance

Nanotubes de titanate Nanocomposites d'oxyde de graphène décoré :préparation, ignifugation et photodégradation
Quels sont les types les plus courants de tuyaux et tubes en acier inoxydable ?
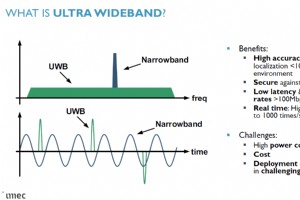
La technologie UWB améliore la précision grâce à la correction numérique basée sur RF et ML