Fabrication industrielle
 MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
commande numérique par ordinateur

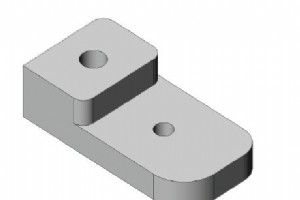
Soumis par :Brian Dessin/Image Programme CNC %O0001(PROGRAM#)(PROGRAM NAME - PART1)(SAMPLE PART)N1( 1” FLAT ENDMILL TOOL )T1 M6M1N100 G0 G90 G54 X-1. Y0. S3056 M3G43 H1 Z.1 M8 T2(PROFILE)G1 Z-1. F24.4G41 D51 X-.5Y1.75G2 X.25 Y2.5 I.75G1 X3.5G2 X4.5 Y1.5 J-1.G1 Y.75G2 X3.25 Y-.5 I-1.25G1 X0.G2 X-.5
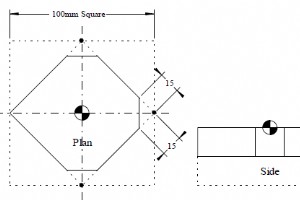
Soumis par :Brian Dessin/Image Programme CNC 0 BEGIN PGM 10103 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 1 L+0 R+104 TOOL CALL 1 Z S10005 L M66 L X-70 Y-20 R0 FMAX M137 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 CHF 1511 L X+50 Y+012 CHF 1513 L X+0 Y-5014 CHF 1515 L X-50 Y+016
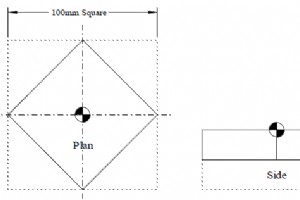
Soumis par :Brian Dessin/Image Programme CNC 0 BEGIN PGM 10102 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 L X-20 Y-20 R0 FMAX M137 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 L X+50 Y+011 L X-50 Y+012 L X-50 Y+013 DEP ?14 TOOL CALL 015 L M616 M3017 E

Soumis par :Brian Dessin/Image Programme CNC 0 BEGIN PGM 10104 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 L X-70 Y-20 R0 FMAX M37 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 RND R1511 L X+50 Y+012 RND R1513 L X+0 Y-5014 RND R1515 L X-50 Y+016 DEP ?17

Liste des paramètres Haas (fraiseuse/tour) pour les machinistes cnc qui travaillent sur le tour/fraiseuse cnc Haas. Les paramètres sont des valeurs rarement modifiées qui modifient le fonctionnement de la machine. Ceux-ci incluent les types de servomoteurs, les rapports de démultiplication, les vit

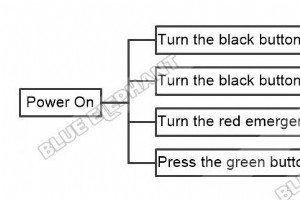
Si votre Haas CNC a un problème tel que ne peut pas sallumer/séteindre tout seul/bips du clavier, voici quelques étapes de dépannage que vous pouvez suivre. Avant de continuer AVERTISSEMENT :Certaines procédures dentretien mécanique et électrique peuvent être extrêmement dangereuses, voire mortelle

Liste de codes Mazak INTEGREX M pour les machinistes cnc.Fonctions diverses (code M) pour le Mazak INTEGREX 300/400-III/III T/IIIS/IIIST Liste des codes M Mazak Codes M Description M00 Arrêt du programme M01 Arrêt facultatif M02 Fin du programme M03 Rotation normale de la broche M04 Rotation
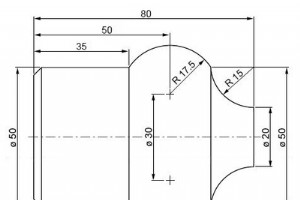
Exemple de programme CNC pour montrer comment deux arcs combinés peuvent être programmés avec G02 G03 pour un tour CNC. Le premier arc est programmé avec G02 R, mais le deuxième arc est programmé avec G03 I K Exemple de programmation G02 G03 Exemple de programmation G02 G03 N50 G00 X20 Z85N60 G96

Liste des codes Mazak G pour les machinistes cnc qui travaillent sur les machines cnc Mazak INTEGREX 300/400-III/III T/IIIS/IIIST. Codes Mazak G Code G Fonction G00 Positionnement G01 Interpolation linéaire G01.1 Filetage avec interpolation daxe C G02 Interpolation circulaire (CW) G03 Interpo

Liste des codes Mazak G pour les machinistes cnc qui travaillent sur les centres dusinage MAZAK. Liste des codes G Mazak Code G Fonction G00 Positionnement G01 Interpolation linéaire G01.1 Filetage avec interpolation daxe C G02 Interpolation circulaire (CW) G03 Interpolation circulaire (CCW)

Liste dalarmes Mazak plc pour les machinistes cnc. Liste des alarmes pour le Mazak INTEGREX 300/400-II Pour les autres listes dalarmes Mazak, visitez les pages suivantes. Erreur système/lecteur Mazak (n° 1 – n° 99, n° 1000 – n° 1099) Erreur de contrôle de la machine CNC Mazak (N° 100 – N° 199, N
Liste de codes Mach3 m pour les machinistes cnc. Ces codes Mach3 m fonctionnent à la fois pour le fraisage et le tournage. Codes M Mach3 Code M Signification M0 Arrêt du programme M1 Arrêt du programme facultatif M3 Fin du programme M3/4 Faire tourner la broche dans le sens des aiguilles dune
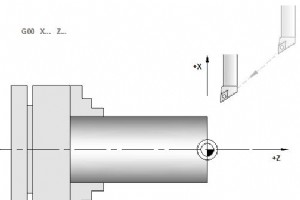
Positionnement de mouvement rapide Haas G00 – Tour Haas G00 Le code G est utilisé pour déplacer laxe de la machine à la vitesse maximale. G00 est principalement utilisé pour positionner rapidement la machine à un point donné avant chaque commande davance (coupe) (tous les mouvements sont effectués à
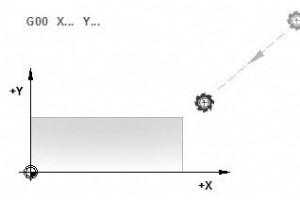
Positionnement de mouvement rapide Haas G00 – Haas Mill G00 Le code G est utilisé pour déplacer laxe de la machine à la vitesse maximale. G00 est principalement utilisé pour positionner rapidement la machine à un point donné avant chaque commande davance (coupe) (tous les mouvements sont effectués à

Fanuc 15i Alarmes/Erreurs pour les machinistes CNC. Alarmes Fanuc 15i Erreurs/Alarmes de programme (alarme P/S) Erreurs de programme/alarmes sur le programme et le fonctionnement (alarme P/S) PS001 MODE DE CONTRÔLE DAXE ILLÉGAL PS003 TROP DE CHIFFRES PS006 UTILISATION ILLÉGALE DU SIGNE MOINS PS0

Fanuc 10/11/12 Codes dalarme/erreur pour les machinistes CNC. Codes dalarme Fanuc 10/11/12 Erreurs/Alarmes de programme (alarme P/S) Erreurs de programme/alarmes sur le programme et le fonctionnement (alarme P/S) PS003 TROP DE CHIFFRES PS006 UTILISATION ILLÉGALE DUNE VALEUR NÉGATIVE PS007 UTILIS
Fanuc série 15 Alarmes/Erreurs pour les machinistes CNC. Alarmes Fanuc Série 15 Erreurs/Alarmes de programme (alarme P/S) Erreurs de programme/alarmes sur le programme et le fonctionnement (alarme P/S) PS003 TROP DE CHIFFRES PS006 UTILISATION ILLÉGALE DU SIGNE MOINS PS007 UTILISATION ILLÉGALE DU

Selca CNC 4000/3000 Series contrôle les fonctions G/codes G pour les machinistes CNC qui travaillent sur des machines CNC avec des commandes CNC Selca. Ces fonctions Selca G fonctionnent sur les commandes Selca cnc suivantes, Série Selca S4000 : S4040, S4040, S4045P, S4060D Série Selca S3000 : S30

Les machinistes CNC qui travaillent sur des fraiseuses/tours CNC avec commande CNC D.Electron Z32 peuvent télécharger gratuitement les manuels de programmation D.Electron Z32 sur le site Web D.Electron (lien ci-dessous). Manuels CNC D.Electron Z32 Langues disponibles Ces manuels de programmation
NUM 1020/1040/1060T G Liste de codes pour les machinistes cnc qui travaillent sur des tours cnc avec des commandes cnc NUM. Codes G NUM 1020/1040/1060T Code G Description G00 Interpolation linéaire à grande vitesse G01 Interpolation linéaire à lavance programmée G02 Interpolation circulaire dan
commande numérique par ordinateur