Fabrication industrielle
 MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
commande numérique par ordinateur


Codes M Heidenhain (fonctions diverses) pour Heidenhain TNC 640/530/410/426/430/320 Heidenhain TNC 320 Codes M Heidenhain Code M Description M0 Arrêter lexécution du programme (Broche ARRÊT, Arrosage ARRET) M1 Programme optionnel STOP (Broche STOP, Arrosage OFF) M2 Arrêter lexécution du program

Liste complète des codes derreur pour les commandes CNC NUM NUM 1000/1020/1040/1050/1060 T et G Commande CNC NUM 1060 Erreurs de contrôle CNC NUM Erreurs diverses et erreurs machine N° derreur Signification de lerreur 1 Caractère inconnu / Axe non reconnu par le systèmeTrop de chiffres après une

Toutes les broches, qui ont été inactives pendant plus de 4 jours, doivent subir un cycle thermique avant de fonctionner à plus de 6 000 tr/min. Cela évitera une éventuelle surchauffe de la broche due à la décantation de la lubrification. Ce programme de préchauffage de 20 minutes amènera lentement
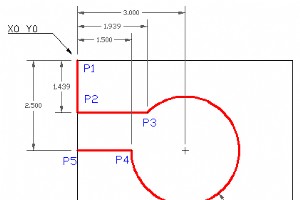
Exemple de code de programme CNC avec dessin pour montrer comment un arc peut être fraisé sur une fraiseuse cnc.G02 Linterpolation circulaire dans le sens des aiguilles dune montre avec I &J est utilisée pour lusinage à larc. G2 Interpolation Circulaire CW G2 X... Y... I... J... Paramètre Descriptio

Liste complète des codes Okuma Lathe G et M pour les machinistes cnc qui travaillent sur des tours cnc Okuma. Tour CNC Okuma OSP-P200L Codes G du tour Okuma Code G Description G00 Positionnement G01 Interpolation linéaire G02 Interpolation circulaire (CW) G03 Interpolation circulaire (CCW) G0

Liste complète des codes Okuma Mill G et M pour les machinistes cnc qui travaillent sur les fraiseuses cnc Okuma. Moulin Okuma OSP-P200M Codes G de lusine dOkuma Code G Description G00 Positionnement G01 Interpolation linéaire G02 Interpolation circulaire - Coupe hélicoïdale (CW) G03 Interpola

Codes dalarme Fanuc 21i modèle A pour les machinistes CNC. Codes dalarme Fanuc 21i modèle A Alarmes Fanuc 21i Modèle A Erreurs de programme (alarme P/S) Erreurs de programme/Alarmes sur programme et fonctionnement (alarme P/S) 0 VEUILLEZ COUPER LALIMENTATION 1ÈME ALARME DE PARITÉ 2 ALARME DE PAR

Codes dalarme Fanuc 21i pour les machinistes CNC. Fanuc 21iMB Alarmes Fanuc 21i Erreurs de programme (alarme P/S) Erreurs de programme/Alarmes sur programme et fonctionnement (alarme P/S) 0 VEUILLEZ COUPER LALIMENTATION 1ÈME ALARME DE PARITÉ 2 ALARME DE PARITÉ TV 3 TROP DE CHIFFRES 4 ADRESSE INT

Codes dalarmes Fanuc 16i 18i pour les machinistes CNC. Ces codes dalarme Fanuc sappliquent aux commandes CNC Fanuc suivantes Fanuc 16i/18i Modèle A Fanuc 16i/18i Modèle B Fanuc 16iL Modèle A Fanuc 16iP Modèle A Fanuc 16iP/18iP Modèle B FANUC 18i-MB Alarmes Fanuc 16i 18i Erreurs de programme (al
Exemple complet de programmation cnc pour les machinistes qui travaillent sur une machine Wire EDM (Electrical Discharge Machining) Introduction à la coupe de fil CNC La découpe par électroérosion par fil, également connue sous le nom dusinage par décharge électrique, est un processus qui utilise u

Listes complètes du code G pour diverses commandes de machines de fraisage/tour cnc. Le code G de plusieurs commandes cnc est décrit avec des articles et des exemples de programmation. Code G pour les mannequins CNC Codes G des machines CNC Codes G et codes M des machines CNC – Fraisage et tour C

Exemple de programme CNC pour couper Quincunx sur un contrôleur de découpe plasma CNC.Cet exemple de programme est programmé en programmation incrémentale G91. Quest-ce quune machine de découpe plasma CNC Découpe plasma La découpe au plasma est un processus utilisé pour couper lacier et dautres mét

Codes dalarme de broche Fanuc et défauts dentraînement de broche Fanuc. Variateur de broche CA Fanuc Modèle A06B-6052-H002 Défauts dentraînement de broche CA Liste des alarmes pour A06B-6052-Hxxx Liste des alarmes pour les lecteurs suivants : Modèle 1 A06B-6052-H001 Modèle 2 A06B-6052-H002 Mod

Clés hexagonales ou clés Allen pour les machinistes CNC Une clé Allen (également connue sous le nom de clé hexagonale ou clé hexagonale ou clé Allen) a une section transversale hexagonale pour sadapter aux têtes de vis avec des évidements hexagonaux. Pages :1 2 3 4 5 6 7 8 9 10 11 12
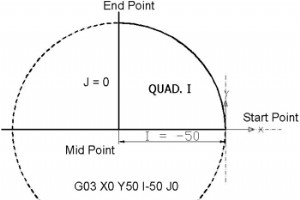
3ème partie darticles multi-séries Concepts et programmation dinterpolation circulaire.Cette partie explique brièvement comment les machinistes cnc peuvent calculer et programmer interpolation circulaire G02 G03 avec lutilisation de I J et K . Lire les autres parties de cet article Concepts et pr
Arrosage à travers la broche Haas M88 activé Le code M88 est utilisé pour activer loption de refroidissement à travers la broche (TSC), un M89 désactive le liquide de refroidissement.Un outillage approprié, avec un trou traversant, doit être en place avant dutiliser le système TSC. Le fait de ne pa
Arrêt du liquide de refroidissement à travers la broche Haas M89 M89 est utilisé pour désactiver loption Through the Spindle Coolant (TSC). Lorsque M89 est appelé, la broche sarrête et la pompe TSC sarrête. Active la purge pendant la durée spécifiée au paramètre 237, puis désactive la purge. Pa

Mode veille Haas M95 Le mode veille est essentiellement une longue pause (pause). Le mode veille peut être utilisé lorsque lutilisateur souhaite que la machine commence à se réchauffer afin quelle soit prête à lemploi à larrivée des opérateurs. Programmation Le format de la commande M95 est : M9
ENTRÉE UTILISATEUR INTERACTIVE Haas M109 Le code M109 M permet à un programme de code G de placer une courte invite (message) à lécran. Une macro-variable comprise entre 500 et 599 doit être spécifiée par un code P. Le programme peut rechercher tout caractère pouvant être saisi à partir du clavier

HAAS M34 ROBINET DE REFROIDISSEMENT POSITION BAS M34 POSITION DU ROBINET DE LIQUIDE DE REFROIDISSEMENT VERS LE BAS, INCRÉMENT (+1) M34 Incrémente la position actuelle du robinet vers le bas dune place.Lincrémentation de la position du robinet fait descendre le robinet dune place à partir de la po
commande numérique par ordinateur