Fabrication industrielle
 MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
commande numérique par ordinateur

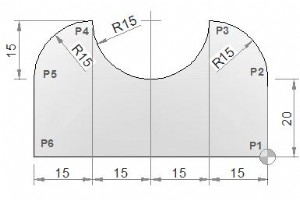
Programme de fraiseuse CNC qui combine/joint plusieurs arcs. Programme de fraisage CNC à arcs multiples G2 G3 I J Programme de pièces CNC N10 M6 T1 G43 H1 M3N15 S500 F120N20 G0 X0 Y0 (P1)N25 G1 Y20 (P2)N30 G3 X-15 Y35 I-15 J0 (P3)N35 G2 X-45 Y35 I-15 J0 (P4)N40 G3 X-60 Y20 I0 J-15 (P5)N45 G1 Y0 (P
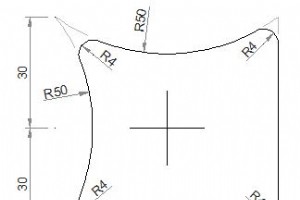
G02 G03 Exemple de programme de fraisage CNC à interpolation circulaire. G02 G03 Exemple de fraiseuse CNC Programme de pièces CNC G0 X30 Y-30 (P1)G1 Y22.67 (P2)G3 X24.07 Y26.18 R4 (P3)G2 X-18.27 Y23.46 R50 (P4)G3 X-23.46 Y18.27 R4 (P5)G2 X-23.46 Y-18.27 R50 (P6)G3 X-18.27 Y-23.46 R4 (P7)G2 X24.0
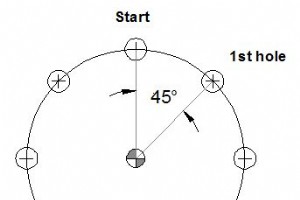
Cercle de trou de boulon Fadal L93NN (BHC) La sous-routine Fadal L93NN est utilisée pour le perçage de modèle dans un cercle généralement appelé cercle de trou de boulon. Programmation N5 L93NN R0... R1... R2... Paramètres Paramètre Description R0 Direction et distance sur laxe X de la position de
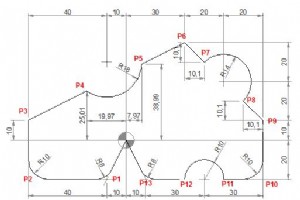
Un programme de fraisage cnc pour les programmeurs machinistes cnc, qui ont commencé à apprendre les techniques de programmation cnc de base. Exemple de programme dusinage CNC Programme CNC N40 G90 G00 X0 Y0N50 G01 X-10 Y-20 R8 (P1)N60 G01 X-50 R10 (P2)N70 Y10 (P3)N80 X-19.97 Y25.01 (P4)N90 G03 X7
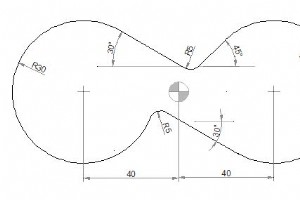
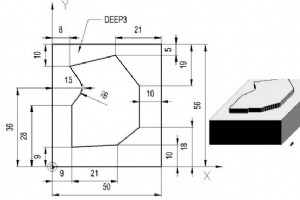
Exemple de programme de fraisage CNC pour les machinistes CNC. Exemple de programmation de fraiseuse CNC Programme CNC G0 X-60 Y0G1 X-70 (P1)G2 X-25.02 Y25.97 R30 (P2)G1 X2.46 Y10.13 (P3)G3 X8.5 Y10.92 R5 (P4)G1 X18.79 Y21.21 (P5)G2 X25.13 Y-26.05 I21.21 J-21.21 (P6)G1 X-5 Y-8.66 (P7)G3 X-12.14
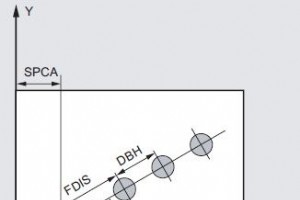
Sinumerik HOLES1 Rangée de trous Le cycle Sinumerik HOLES1 est utilisé pour produire une rangée de trous sur une ligne droite. Programmation Plan G17 actif HOLES1 (SPCA, SPCO, STA1, FDIS, DBH, NUM) Paramètres Paramètre Description SPCA Point de référence sur laxe X (absolu) SPCO Point de réf
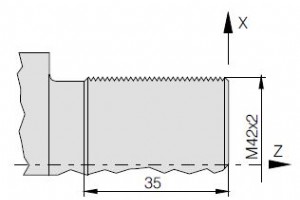
Soumis par :Programmeur Sinumerik Dessin/Image Programme CNC G54G53 G0 X610 Z350T5 D1 G95 S1000 M4G0 X44 Z12CYCLE97(,42,0,-35,42,42,10,3,2.76, ,30, ,5,2,3,1,1)G0 X200 Z100M30
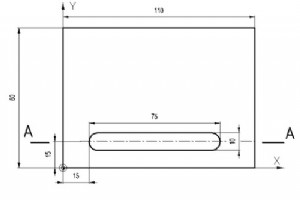
Soumis par :Brian Dessin/Image Programme CNC 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+50 Y+56 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S 22005 L X+57 Y+25 Z+2 R0 FMAX M036 L Z-5 R F80 M7 L X+20 R F M8 L Z+20 R F M9 L X-40 Y+60 R F M0210 END PGM 1
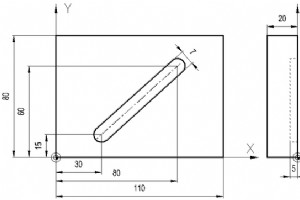
Soumis par :Brian Dessin/Image Programme CNC 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+110 Y+80 Z+03 TOOL DEF 1 L+0 R+3.54 TOOL CALL 1 Z S 22005 L X+30 Y+15 Z+2 R0 FMAX M036 L Z-5 R F40 M7 L X+80 Y+60 R F M8 L Z+20 R F M9 L X-40 Y+60 R F M0210 END PGM 1
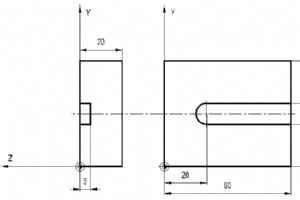
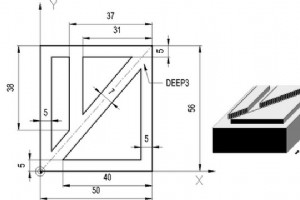
Soumis par :Brian Dessin/Image Programme CNC 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+110 Y+80 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S 22005 L X+20 Y+15 Z+2 R0 FMAX M036 L Z-5 R F40 M7 L X+85 Z-7 R F M8 L Z+20 R F M9 L X-40 Y+60 R F M0210 END PGM 1
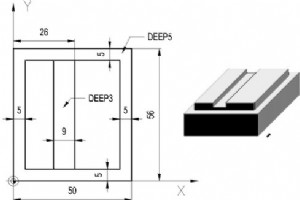
Soumis par :Brian Dessin/Image Programme CNC 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+50 Y+56 Z+03 TOOL DEF 1 L+0 R+4,54 TOOL CALL 1 Z S 22005 L X+5 Y-7 Z+2 R0 FMAX M036 L Z-5 RL F40 M7 L Y+51 R F80 M8 L X+45 R F M9 L Y+5 R F M10 L X-10 R F M11 L Z+2 R0 FMAX M12 L X+26 Y-7 R0 F
Soumis par :Brian Dessin/Image Programme CNC 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+50 Y+56 Z+03 TOOL DEF 1 L+0 R+3,54 TOOL DEF 2 L+0 R+35 TOOL CALL 1 Z S 24006 L X+5 Y-7 Z+2 R0 FMAX M037 L Z-3 RL F40 M8 L Y+51 R F80 M9 L X+45 R F M10 L Y+5 R F M11 L X-10 R F M12 L Z+2 R0 FMA
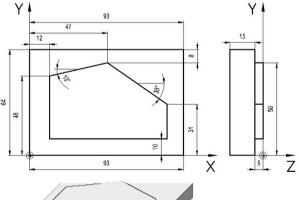
Soumis par :Brian Dessin/Image Programme CNC 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-152 BLK FORM 0.2 X+93 Y+64 Z+03 TOOL DEF 1 L+0 R+174 TOOL CALL 1 Z S 24005 L X-20 Y+10 Z+2 R0 FMAX M036 L Z-5 RR F40 M7 L X+83 R F80 M8 L Y+31 R F M9 L X+47 Y+56 R F M10 L X+12 Y+48 R F M11 L Y-20 R F M12 L Z+2
Soumis par :Brian Dessin/Image Programme CNC 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+50 Y+56 Z+03 TOOL DEF 1 L+0 R+64 TOOL DEF 2 L+0 R+155 TOOL CALL 1 Z S 24006 L X-20 Y+9 Z+2 R0 FMAX M037 L Z-3 RR F40 M8 L X+30 Y+10 R F80 M9 L X+40 IY+8 R F M10 L Y+37 R F M11 L X+29 Y+51 R F

Soumis par :Tanveer Dessin/Image Programme CNC O1234 (Program Number)N5 G90 G20 (ABSOLUTE COORDINATE. IN INCHES)N10 M06 T3 (TOOLCHANGE TO TOOL #3)N15 M03 S1250 (SPINDLE ON CW AT 1250RPM)N20 G00 X1 Y1 (RAPID OVER TO X1 Y1)N25 Z0.1 (RAPID DOWN TO Z0.1)N30 G01 Z-0.125 F5 (FEED DOWN TO Z-0.125 AT 5IPM)

Soumis par :Machiniste Programme CNC T? M6 (THREADMILL)G0 G90 G40 G21 G17 G94 G80G54 X? Y? S? M3 (Move to bore centre)G43 Z? H?;G65 P1002 A? B? D?(A = THREAD DIAMETER)(B = PITCH)(D = RADIUS OFFSET NUMBER)M30O1002#11=[[#1*0.8]/2]#12=[[#1/2]-#11];G91 Y#12G41 X#11 D#7G3 X-#11 Y#11 R#11 Z#2/4J-[#1/2] Z#
Soumis par :Machiniste Programme CNC T? M6 (ENDMILL)G0 G90 G40 G21 G17 G94 G80G54 X? Y? S? M3 (Move to bore centre)G43 Z? H?;G65 P1001 A? D?(A = C/BORE DIAMETER)(D = RADIUS OFFSET NUMBER)M30O1001#11=[[#1*0.8]/2]#12=[[#1/2]-#11]G91 Y#12G41 X#11 D#7G3 X-#11 Y#11 R#11J-[#1/2]X-#11 Y-#11 R#11G1 G40 X#11
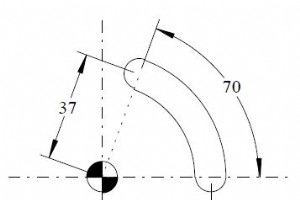
Soumis par :Machiniste Dessin/Image Programme CNC ;A = #1 (Start Angle 0 degrees);B = #2 (Start Radius);C = #3 (Increment angle for accuracy calculations.);I = #4 (Finish Angle);J = #5 (Finish radius);K = #6 (Milling feed)O2222T5 M6G0 G90 G40 G21 G17 G94 G80G54 X35 Y0 S500 M3G43 Z100 H?Z5G1 Z-0.5 F
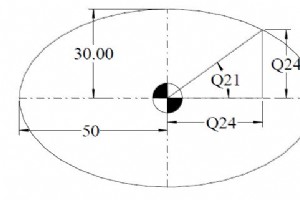
Soumis par :Machiniste Dessin/Image Programme CNC T1 M6G0 G90 G40 G21 G17 G94 G80G54 X0 Y0 S? M3G43 Z5 H?G1 Z-? F?#20 = 2 ; Incremental degree calculation#21 = 0 ; Start Angle#22 = 30 ; Y Axis Radius#23 = 50 ; X Axis RadiusG41 X#23 D? ; Compensation motion to right side of internal pocketN10 #21 =
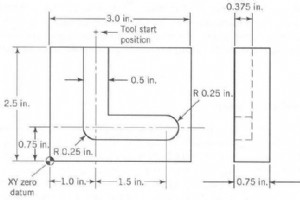
Soumis par :Brian Dessin/Image Programme CNC % (Indicates start of program)N005 G90 G70 (Specifies absolute dimensions, inch units)N010 G97 G94 T01 (Specifies units for speed and feed rate; loads first tool)N015 G00 X1000 Y3000 Z250 F0 (Rapid positioning of tool to start point)N020 G01 Z-375 M03 S5
commande numérique par ordinateur