


Programme de fraisage CNC à arcs multiples G2 G3 I J
Programme de fraiseuse CNC qui combine/joint plusieurs arcs.
Programme de fraisage CNC à arcs multiples G2 G3 I J
Programme de pièces CNC
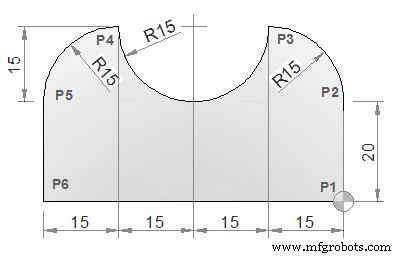
N10 M6 T1 G43 H1 M3 N15 S500 F120 N20 G0 X0 Y0 (P1) N25 G1 Y20 (P2) N30 G3 X-15 Y35 I-15 J0 (P3) N35 G2 X-45 Y35 I-15 J0 (P4) N40 G3 X-60 Y20 I0 J-15 (P5) N45 G1 Y0 (P6) N50 G1 X0 (P1) N55 M30
Explication des codes G M S T
| Code | Description |
|---|---|
| G0 | Traversée rapide |
| G1 | Interpolation linéaire |
| G2 | Interpolation circulaire CW |
| G3 | Interpolation circulaire CCW |
| G43 | Compensation de longueur d'outil + direction |
| M3 | Démarrage de la broche vers l'avant CW |
| M6 | Changement d'outil |
| M30 | Fin du programme (Reset) |
| T | Outil |
| S | Vitesse |
| F | Flux |
commande numérique par ordinateur
- Exemple de programme CNC Fanuc
- Exercice de programmation d'arc CNC
- Arrêt du programme CNC M-Code M00
- Exemple de programme CNC G03 Interpolation circulaire
- Exemple de programme de fraisage CNC
- Exemple de programme de commande d'arc de trou de boulon Haas CNC G71
- Arc de trou de boulon G71 – Programmation de la fraiseuse CNC
- Bloc de programme CNC
- Comment usiner un cercle complet de code d'exemple de programme CNC