


Bloc de programme CNC
Cet article n'est pas seulement destiné aux machinistes cnc de niveau débutant, d'autres peuvent le lire pour rafraîchir leurs compétences en programmation cnc.
En voyant un programme cnc sur une machine cnc, qu'il s'agisse d'un tour cnc, d'une rectifieuse cnc, vous verrez une chose dans les blocs de programme cnc courants.
Blocs de programme CNC
Chaque programme cnc est une séquence de plusieurs blocs de programme cnc qui sont écrits ensemble pour former un parcours d'outil complet pour un ou plusieurs outils.
Ce parcours d'outil indique à la machine cnc comment un machiniste cnc veut que son composant soit usiné.
Chaque bloc de programme cnc ajoute/altère/modifie des informations utiles à un programme cnc.
Commande CNC Fanuc
Structure d'un bloc de programme CNC
Un bloc de programme cnc est normalement écrit comme
N50 G01 X100 Y-50.02 F100 M08
Comme vous pouvez le voir dans le bloc de programme cnc ci-dessus, il s'agit de six mots séparés par des espaces.
Chaque mot est un groupe de caractères alphanumériques,
chaque mot est précédé d'un caractère comme ci-dessus N, G, X, Y , F, M
et la partie restante consiste en une valeur numérique signée/non signée comme ci-dessus donne 50, 01, 100, -50.02, 100, 08
Commandes de programmation CNC
Chacun de ces mots a une valeur très importante dans la programmation cnc
Vous pouvez voir ces mots comme des commandes ou des instructions, il y a beaucoup de commandes,
certaines sont standard que l'on trouve couramment dans un programme cnc pour n'importe quelle cnc contrôle de la machine.
certains dépendent de la machine cnc et du contrôle cnc, varient d'un contrôle cnc à l'autre.
Mais l'essentiel est qu'un machiniste cnc doit au moins connaître/comprendre certaines des commandes de programme cnc largement utilisées.
N50 G01 X100 Y-50.02 F100 M08
(il s'agit du même code de programme cnc donné ci-dessus)
Numéros de séquence N dans les blocs de programme CNC
N50 - est le numéro de séquence, en vrai mot, vous voyez de nombreuses listes qui sont écrites avec des numéros de série, pourquoi les numéros de série sont donnés, ils facilitent simplement le tri, la recherche de tâches.
de la même manière que chaque bloc de programme cnc est donné un numéro de série pour faciliter la recherche et l'organisation des blocs de programme cnc.
Vous (les machinistes CNC) n'êtes pas obligés de les utiliser, vous pouvez même écrire des programmes CNC sans utiliser de numéros de séquence (N).
Mais les numéros de séquence de bloc de programme CNC (N) facilitent la vie, car vous commencerez à apprendre le CNC. programmation en cycle fixe, vous verrez que nous ne pouvons pas du tout programmer sans numéro de séquence (ou du moins nous devons numéroter au moins un ou deux blocs de programme cnc G71, G72).
Programmation par code G
Ensuite, le mot suivant vient G01
Chaque mot de programme cnc qui commence par G est appelé un code G.
Les codes G sont largement utilisés / les machinistes cnc compris ne peuvent même pas rêver de programmation sans codes G. (les dernières commandes cnc nous donnent d'autres façons de programmer, mais elles offrent toujours un moyen de programmer dans le style G-Code conventionnel).
Chaque code G a une fonctionnalité et une séquence d'opérations si vastes que chaque code G peut nécessiter un didacticiel complet pour expliquer son fonctionnement.
Beaucoup sont déjà brièvement expliqués ici, même avec un exemple de programme qui montre leur utiliser à l'intérieur du programme cnc.
G01 est le code G pour l'interpolation linéaire, ce qui signifie que vous voulez que la machine-outil cnc aille à une position spécifique avec une avance contrôlée (lire ci-dessous Avance d'outil)
car vous devez indiquer la position spécifique et la quantité d'avance .
Positionnement
N50 G01 X100 Y-50.02 F100 M08
(c'est le même code de programme cnc donné ci-dessus)
après G01, vous voyez X100
X désigne un axe de machine CNC.
Les tours CNC ont normalement deux axes X et Z
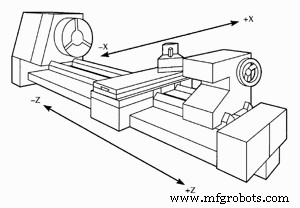
Tour CNC Axe X, Z
La fraiseuse CNC a normalement trois axes X, Y, Z
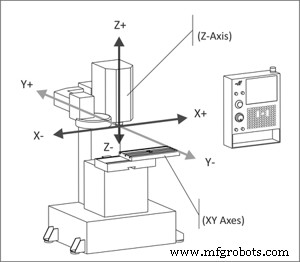
Fraiseuse CNC Axe X Y Z
comme X100 signifie que vous voulez que l'outil se déplace de 100 (mm ou pouce peut être défini par le code G) dans la direction de l'axe X.
Vient ensuite Y-50.02
cela indique à la machine cnc de déplacer l'outil vers –50,02 (mm ou pouce) dans la direction de l'axe Y.
Avance d'outil
F100 ici F signifie Avance, Chaque commande de mouvement nécessite que l'Avance soit donnée afin que l'outil puisse être déplacé avec cette quantité d'avance vers une position donnée.
L'alimentation est donnée sous forme d'alimentation par minute ou d'alimentation par révolution.
Code M dans la programmation CNC
M08 ici M signifie code M (code divers).
Vous pourriez penser que les codes M sont des codes machine car ils contrôlent principalement le comportement des machines cnc.
Il existe de nombreux codes M, certains se trouvent dans chaque commande de machine cnc comme M08, c'est le code pour commander à la machine cnc d'ouvrir le liquide de refroidissement (Coolant ON), car pour faire tourner la broche, nous utilisons M02 ou M03 pour arrêter la broche, nous utilisons M05.
commande numérique par ordinateur
- 6 façons simples d'optimiser le programme CNC
- Saut de bloc optionnel CNC
- Exemple de programme CNC Fanuc
- Arrêt du programme CNC M-Code M00
- Exemple de programme de cycle de perçage CNC G81
- Exemple de programme de fraisage CNC
- Fraisage de rainures d'un exemple de programme CNC
- Exemple de cycle de taraudage G84 Programme CNC
- Commentaires sur le programme CNC Anilam