Fabrication industrielle
 MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
commande numérique par ordinateur


HAAS M35 POSITION DU ROBINET DE REFROIDISSEMENT VERS LE HAUT M35 POSITION DU ROBINET DE LIQUIDE DE REFROIDISSEMENT VERS LE HAUT, DIMINUER (-1) M35 décrémente la position du robinet de liquide de refroidissement dune place.La décrémentation de la position du robinet fait remonter le robinet vers la

Buse de liquide de refroidissement programmable Haas Ne tournez pas le robinet de liquide de refroidissement à la main. De graves dommages au moteur se produiront. Utilisation de la buse de liquide de refroidissement programmableAlarme Haas 196 DÉFAILLANCE DU ROBINET DE REFROIDISSEMENTM34 POSITION

Buse de liquide de refroidissement programmable Haas Les centres dusinage CNC verticaux et horizontaux Haas (VMC et HMC) sont disponibles avec une buse darrosage programmable (P-Cool) qui dirige automatiquement larrosage avec précision sur la zone de coupe de chaque outil. Pages :1 2 3 4
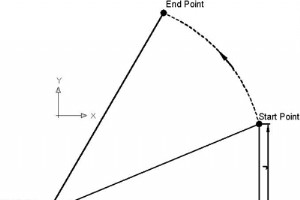
La 4ème partie de la série Concepts et programmation dinterpolation circulaire explique comment un programme cnc pour un arc peut être créé si le rayon de larc (R) nest pas directement donné. Lire les autres parties de cet article Concepts et programmation de linterpolation circulaire 1 (Concepts
5ème partie de la série Concepts et programmation dinterpolation circulaire, cet article explique lutilisation de Programmation absolue G90 Programmation incrémentielle G91 avec des exemples de programme cnc code expliquant à la fois G90/G91 Lire les autres parties de cet article Concepts et p

Une machine-outil qui fait principalement du tournage, mais qui a un outillage entraîné (une broche sur la tourelle) pour effectuer des opérations de fraisage. Dun point de vue logiciel, un centre de tournage est rendu possible par la capacité de la CN à effectuer des transformations de transmission
Nom de marque des commandes numériques Siemens. Nom de lunité organisationnelle de Siemens qui conçoit et fabrique des commandes numériques.
6ème partie de la série Concepts et programmation dinterpolation circulaire, cet article explique les utilisations de linterpolation circulaire, à la fin deux exercices sont donnés aux machinistes cnc pour programmer, appliquer et tester ce quils ont appris dans cette série darticles. Lire les autr
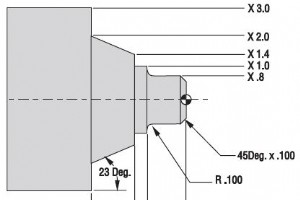
Exemple de programmation de tour Haas pour illustrer lutilisation et la programmation du cycle de surfaçage grossier Haas G72 Type I/cycle de finition G70.Le code ci-dessus fonctionnera également sur les machines de tour cnc avec contrôle cnc Fanuc avec peu ou pas de changement.Tous les codes G / M-
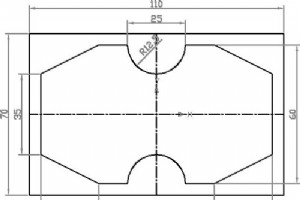
Cet exemple de programmation dinterpolation circulaire vous montrera ce quest linterpolation circulaire et comment la programmer. Avant de commencer cet exercice, vous devez dabord lire Concepts et programmation dinterpolation circulaire articles (énumérés ci-dessous). Après avoir lu les articles,
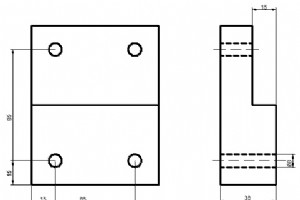
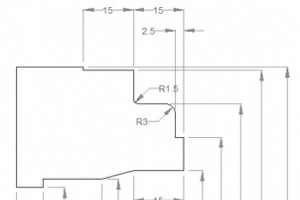
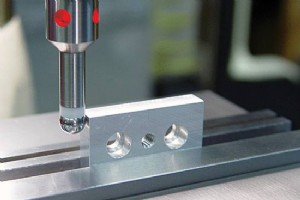
Exemple de programme de cycle de perçage G81 qui montre comment un bloc étagé peut être percé de manière économique.Le code du programme cnc est explicite, aucune technique complexe nest utilisée. G81 Bloc de perçage en deux étapes G81 Bloc de perçage en deux étapes N10 T4 M6 (TWIST DRILL 8”)N15
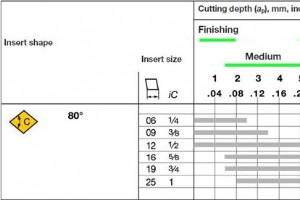
Limage suivante est tirée de Sandvik Coromant Turning Tools – General Turning Catalogue.Le tableau ci-dessous indique la profondeur davance et de coupe pour lusinage de finition à lébauche. Recommandations de Sandvik Coromant pour plusieurs plaquettes de tournage générales, par ex. CNMG, DNMG, RNMG,
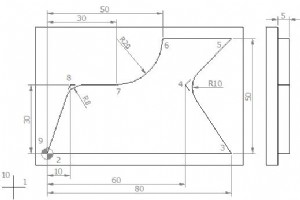
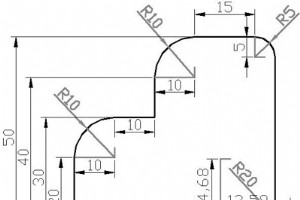
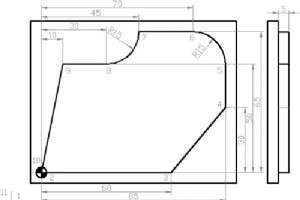
Bien que cet exemple de dessin semble un peu complexe, il est très facile à programmer. Avant de faire cet exercice, vous devez dabord lire les articles sur linterpolation circulaire Articles sur les concepts et la programmation de linterpolation circulaire Concepts et programmation de linterpola
Un exemple de programmation CNC complet avec ID/OD (opérations de tournage/alésage) pour les machinistes cnc qui travaillent sur un tour cnc. Un must pour apprendre/pratiquer pour ceux qui apprennent la programmation cnc. Lavantage supplémentaire de cet exemple de programmation est quaucun cycle pr

Les machinistes CNC qui travaillent sur des tours/fraiseuses CNC avec des commandes CNC ProtoTRAK peuvent télécharger gratuitement des manuels pour leurs commandes sur le site Web de Southwestern Industries . canuckmachineworks.ca Manuels ProtoTRAK Les manuels ProtoTRAK peuvent être téléchargés à p
Comment configurer une fraiseuse CNC ? Avant de répondre à cette question Comment configurer une fraiseuse CNC, de nombreux facteurs doivent être pris en compte. La machine est-elle une machine verticale ou horizontale ? Combien daxes la machine possède-t-elle ? Quelle est la capacité de la toure
Exemple de programmation Fanuc qui montre lutilisation de plusieurs cycles pré-programmés fanuc dans la programmation cnc, les cycles pré-programmés suivants sont utilisés dans cet exemple de programmation de tour cnc G71 Cycle de tournage débauche Cycle de surfaçage G72 Cycle de finition G70 Fanu
Moulin Haas Que savez-vous de votre broyeur Haas ? Voici une série de questions relatives aux paramètres de la fraiseuse Haas, afin que vous puissiez tester votre connaissance interne de votre fraiseuse Haas. Numéro de série Haas Quel est le numéro de série de votre commande Haas et où est-il réper
Vérifier si le nombre total de caractères dans un bloc (commençant immédiatement après un code de fin de bloc et se terminant au code de fin de bloc suivant) est pair ou impair.
Retrait dun outil de la pièce, permettant de changer loutil en cours dusinage (si cassé) ou de vérifier létat de lusinage, puis de repositionner loutil pour reprendre lusinage.
commande numérique par ordinateur