Fabrication industrielle
 MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
commande numérique par ordinateur


Identique au démarrage du cycle. NC Start permet de lancer lexécution du programme sélectionné. Il est utilisé pour lancer lexécution des blocs CN dans le tampon MDI. Voir le bouton vert en bas, Contrôleur SIEMENS SINUMERIK 808D

Utilisez des clés Allen de taille appropriée Utilisez toujours des clés Allen de taille appropriée pour ouvrir une vis, sinon la tête de vis pourrait être endommagée, et dans ce cas, vous devrez consacrer plus de temps et defforts pour ouvrir cette vis à tête endommagée.

RESET après modification de programme sur Fanuc TC Les machinistes CNC doivent toujours se rappeler dappuyer sur le bouton RESET avant dappuyer sur CYCLE START sur les machines CNC avec commande CNC FANUC TC (par exemple Gildemeister NEF 560), dans le cas où ils apporteraient des modifications à le

Milltronics Centurion 7 Liste complète des fonctions préparatoires Milltronics Centurion 7 (CODES G). Les fonctions préparatoires Milltronics Centurion 7 (CODES G) sont utilisées si lopérateur cnc programme le Centurion 6/7 en mode texte ou en mode MDI. Ils sont également générés à partir des prog

Milltronics G Code pour les machinistes CNC qui travaillent sur des tours CNC avec des commandes CNC Milltronics. Vous pourriez lire des codes G pour la commande CNC Milltronics Centurion 7 Liste des codes G Milltronics Centurion 7 Commande CNC Milltronics Code Milltronics G pour les tours Code G

Liste complète des codes M Milltronics pour les machinistes CNC qui travaillent sur des tours CNC avec commande CNC Milltronics. Codes Milltronics M pour tours Codes Milltronics M pour les tours Code M Fonction M00 Arrêt du programme M01 Arrêt facultatif M02 Fin du programme M30 Fin de program

Liste complète des codes G Milltronics pour les machinistes CNC qui travaillent sur une fraiseuse CNC avec la commande CNC Milltronics. Vous aimerez peut-être Code Milltronics G pour tours Codes Milltronics M pour tours Liste des codes Milltronics Centurion 7 G Codes G Milltronics pour centres

Complétez les codes M Milltronics pour les centres dusinage Milltronics. Pour Milltronics Lathe M Code, lisez Milltronics M Codes for Lathes Codes M Milltronics pour centres dusinage Codes Milltronics M pour les centres dusinage Code M Fonction M00 Arrêt du programme M01 Arrêt facultatif M02 F
Interpolation Circulaire Fanuc Les commandes dinterpolation circulaire Fanuc (codes G02, G03 G) sont utilisées pour déplacer un outil le long dun arc de cercle.G02 – Interpolation circulaire dans le sens des aiguilles dune montre.G03 – Interpolation circulaire dans le sens inverse des aiguilles dun

Les machinistes CNC qui travaillent sur des machines CNC avec des commandes CNC Mitsubishi (MITSUBISHI CNC 700/70 Series) peuvent télécharger gratuitement des manuels pour les commandes CNC Mitsubishi. Commande CNC de la série Mitsubishi M70 Manuels CNC Mitsubishi Téléchargez les manuels Mitsubis

Liste complète des codes G CNC Mitsubishi pour les machinistes CNC qui travaillent sur des centres dusinage CNC avec des commandes CNC Mitsubishi (séries 700/70). Manuels CNC Mitsubishi Les machinistes CNC peuvent télécharger gratuitement les manuels CNC Mitsubishi pourManuel de programmation Mitsu

Codes Mitsubishi G pour les tours CNC avec commandes CNC Mitsubishi (séries Mitsubishi 700/70). Les codes G Mitsubishi pour les centres dusinage sont répertoriés ici Codes G CNC Mitsubishi - Centres dusinage série 700/70 Manuels Mitsubishi Les machinistes CNC peuvent télécharger gratuitement les m

Codes Fanuc M pour les centres dusinage Fadal avec commandes CNC FANUC série 18i–MB5. Centre dusinage Fadal Codes Fanuc M M00 Arrêt du programme M01 Arrêt du programme facultatif M02 Fin du programme M30 Fin du programme M98 Appel de sous-programme M99 Fin du sous-programme M03 Démarrage de

Liste des codes dalarme Fanuc Codes dalarme Fanuc pour les machinistes CNC. Commandes Fanuc Ces alarmes fanuc sont valables pour les commandes cnc fanuc suivantes 0i Modèle A 0i/0iMate modèle B Modèle PB 16/18 16/18 Modèle C 16i/18i Modèle A 16i/18i Modèle B 16iL Modèle A 20i 21 Modèle B 21i Modè

Codes dalarme Haas (codes derreur) pour les machinistes CNC. Codes dalarme Haas Codes dalarme Haas 101 – COMM. ÉCHEC AVEC MOCON/MOCON MEMORY FAULT 102 – SERVOS DÉSACTIVÉS 103 – X ERREUR SERVO TROP GRANDE 104 - ERREUR SERVO Y TROP GRANDE 105 - ERREUR DE SERVO Z TROP GRANDE 106 - UNE ERREUR DE SERV
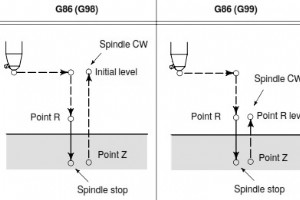
Cycle dalésage G86 Le cycle dalésage Fanuc G86 est utilisé pour percer le(s) trou(s).Loutil se déplace vers le fond du trou avec une avance, puis se rétracte hors du trou à une vitesse davance rapide. Format du cycle dalésage G86 G86 X Y Z R F K Paramètres X Y – Données de position du trou.Z – Pr

Liste complète des codes G pour Tormach Duality Lathe. Tour Tormach PCNC Duality Le tour Duality se monte sur le banc Tormach PCNC 1100, transformant votre fraiseuse CNC en un tour CNC léger pour le prototypage et les petits projets de tournage. Tour à dualité Tormach PCNC Codes G du tour à duali

Codes Tormach M, ces codes m fonctionnent sur le Tormach PCNC suivant Tormach PCNC 1100 Tormach PCNC 770 Tour Tormach PCNC Duality Tormach PCNC 1100 Codes Tormach M Code M Signification M0 Arrêt du programme M1 Arrêt du programme facultatif M2 Fin du programme M3 Faire tourner la broche dans

Attente Tormach G04 La commande Tormach G04 Dwell maintiendra les axes immobiles pendant la période de temps en secondes spécifiée par le P G04 Temporisation Format de code G de temporisation G04 G04 P Exemple de temporisation Tormach G04 Attendez une demi-seconde G04 P0.5 Remarque Tormach G04

Liste complète des codes Siemens Sinumerik 808D G pour les machinistes CNC/programmeurs CNC qui travaillent en mode dialecte ISO. Les machinistes CNC pourraient aimer Manuels Siemens Sinumerik 808D Téléchargement gratuit SINUMERIK 808D sur PC (logiciel de formation Sinumerik 808D) Présentation du
commande numérique par ordinateur