


Cycle d'alésage G86 – Programmation de la fraiseuse Fanuc
Cycle d'alésage G86
Le cycle d'alésage Fanuc G86 est utilisé pour percer le(s) trou(s).
L'outil se déplace vers le fond du trou avec une avance, puis se rétracte hors du trou à une vitesse d'avance rapide.
Format du cycle d'alésage G86
G86 X Y Z R F K
Paramètres
X Y – Données de position du trou.
Z – Profondeur d'alésage (absolue).
R – Position de départ de l'outil au-dessus du trou.
F – Vitesse d'avance de coupe.
K – Nombre de répétitions (si nécessaire).
Cycle d'alésage G86
Fonctionnement du cycle d'alésage G86
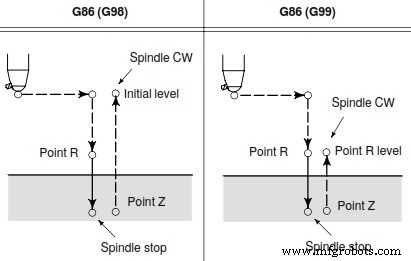
1 – Après le positionnement le long des axes X et Y, l'avance rapide est effectuée jusqu'au point R.
2 – Le perçage est effectué du point R au point Z.
3 – Lorsque la broche est arrêtée au fond du trou, l'outil est reculé en vitesse rapide.
Position de retour d'outil
Le plan de retour dépend des codes G G98, G99.
Si G98 est spécifié avec le cycle d'alésage G86, l'outil revient au niveau initial.
Si G99 est spécifié, l'outil reviendra à R niveau.
Exemple de programme de cycle d'alésage G86
M3 S2000 G90 G99 G86 X300. Y–250. Z–150. R–100. F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5
commande numérique par ordinateur
- Cycle de filetage CNC Fanuc G76
- Cycle de rainurage CNC Fanuc G75
- Liste des codes Fanuc G
- Cycle de filetage CNC Fanuc G92
- Exemple de programmation de tour CNC Fanuc
- Cycle de filetage G78 – Programmation du tour Fanuc
- Liste des codes G de l'usine Hurco
- Liste des codes G Fanuc
- ECS G86 Alésage avec cycle d'arrêt de broche