Fabrication industrielle
 MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
commande numérique par ordinateur


Liste complète des codes dalarme Yasnac MX1. Commande CNC Yasnac MX1 Codes dalarme Yasnac MX1 0 MISE HORS TENSION 1 ZR NON PRÊT (X) 2 ZR NON PRÊT (Y) 3 ZR NON PRÊT (Z) 4 ZR NON PRÊT (4) 5 ZR NON PRÊT (5) 10ème ERREUR 11 ERREUR TV 12 DÉBORDEMENT (128CH) 13 ERREUR DE PROG (PAS DADRESSE) 14 ERREUR P

Liste complète des codes dalarme Yasnac MX2. Commande CNC Yasnac MX2 Codes dalarme Yasnac MX2 0 MISE HORS TENSION 1 ZR NON PRÊT (X) 2 ZR NON PRÊT (Y) 3 ZR NON PRÊT (Z) 4 ZR NON PRÊT (4) 5 ZR NON PRÊT (5) 10ème ERREUR 11 ERREUR TV 12 DÉBORDEMENT (128 CH) 13 ERREUR DE PROG (PAS DADRESSE) 14 ERREUR

Liste complète des codes dalarme Yasnac MX3. Commande CNC Yasnac MX3 Codes dalarme Yasnac MX3 1 ZR NON PRÊT (X) 2 ZR NON PRÊT (Y) 3 ZR NON PRÊT (Z) 4 ZR NON PRÊT (4) 5 ZR NON PRÊT (5) 10ème ERREUR 11 ERREUR TV 12 DÉBORDEMENT (128 CH) 13 ERREUR DE PROG (PAS DADRESSE) 14 ERREUR PROG (-, 0) 15 ERREU
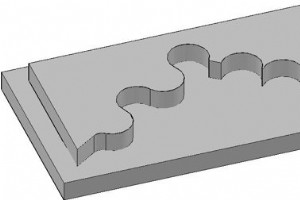
Exemple de programmation Siemens Sinumerik 810 pour montrer comment les machinistes cnc peuvent usiner le rayon dangle. La commande CNC Sinumerik 810 utilise U+ pour le rayon (voir lexemple ci-dessous).La commande CNC Sinumerik 810 utilise U- pour le chanfrein.U doit être une valeur numérique posit

802C est une commande Siemens Sinumerik bas de gamme. 3 axes et broche. Linterface avec les servos est analogique. RS232C pour le transfert de fichiers. La Chine est le marché OEM cible et la communauté dutilisateurs. Siemens Sinumerik 802C Manuels Sinumerik 802C / 802S /802D Les machinistes CN

Identique à Siemens Sinumerik 802C mais avec une interface pour les moteurs pas à pas Siemens Sinumerik 802S Manuels Sinumerik 802C / 802S /802D Les machinistes CNC peuvent télécharger gratuitement les manuels dutilisation de programmation Siemens Sinumerik 802C/802S/802D sur le site Web de Sieme
DIN signifie Deutsches Institut für Normung, ce qui signifie Institut allemand de normalisation. Normes DIN liées à la CNC DIN 66025-1 Commande numérique des machines, format ; exigences générales DIN 66025-2 Automatisation industrielle ; commande numérique de machines; format, fonctions préparato

Liste complète des codes dalarme Yaskawa Yasnac 3000G. Yaskawa Yasnac 3000G Codes dalarme Yasnac 3000G 11 AUGMENTATION EXCESSIVE DE LA TEMPÉRATURE DANS LE PANNEAU 12 ERREUR DE PARITÉ HORIZONTALE BANDE/MEMOIRE 13 ERREUR DE PARITÉ VERTICALE DE LA BANDE 14 ERREUR DE FORMAT 15 ERREUR DE DONNÉES 16 ER
Exemple de programmation de la fraiseuse cnc Siemens Sinumerik 810 qui montre comment les machinistes cnc peuvent usiner/programmer le rayon et le chanfrein. Programmation rayon/chanfrein Sinumerik 810 Les valeurs U+ sont utilisées pour la programmation du rayon.Les valeurs U- sont utilisées pour l
Lorsque la touche Reset est enfoncée, lexécution du programme pièce est arrêtée et lexécution du programme revient au début du programme.Le programme ne redémarre pas sans que la touche NC Start ne soit enfoncée.
Siemens Sinumerik REPOSition signifie repositionnement. REPOSition est un mode de fonctionnement de la commande numérique. Si un outil se casse, ou pour quelque raison que ce soit, lopérateur doit interrompre lexécution du programme et le travail hors du contour, loutil peut être ramené au contour e
Siemens Sinumerik Marqueur de fin de sous-programme. Contrairement à M17, M02 et M30, RET permet de spécifier la cible du retour.
Abréviation FANUC pour Fuji Automatic Numerical Control . Connexe : Comment sont nommées les commandes CNC Fanuc Fraisage Tournage RectificationApprenez la programmation Fanuc

Liste complète des codes dalarme Yaskawa Yasnac LX1. Commande CNC Yasnac LX1 Codes dalarme Yasnac LX1 1 ZR NON PRÊT (X) 2 ZR NON PRÊT (Z) 5 RÉINITIALISATION NON PRÊTE (APRÈS LÉDITION) 10ème ERREUR 11 ERREUR TV 12 DÉBORDEMENT (128 CH) 13 ERREUR DE PROG (PAS DADRESSE) 14 ERREUR PROG (-, ” ” .”) 15

Liste complète des codes dalarme Yaskawa Yasnac LX2. Commande CNC Yasnac LX2 Codes dalarme Yasnac LX2 1 ZR NON PRÊT (X) 2 ZR NON PRÊT (Z) 5 RÉINITIALISATION NON PRÊTE (APRÈS LÉDITION) 10ème ERREUR 11 ERREUR TV 12 DÉBORDEMENT (128 CH) 13 ERREUR DE PROG (PAS DADRESSE) 14 ERREUR PROG (” – ,” ” . “)

Liste complète des codes dalarme Yaskawa Yasnac LX3. Commande CNC Yasnac LX3 Codes dalarme Yasnac LX3 1 ZR NON PRÊT (X) 2 ZR NON PRÊT (Z) 5 RÉINITIALISATION NON PRÊTE (APRÈS LÉDITION) 10ème ERREUR 11 ERREUR TV 12 DÉBORDEMENT (128 CH) 13 ERREUR DE PROG (PAS DADRESSE) 14 ERREUR PROG (-,.) 15 ERREUR
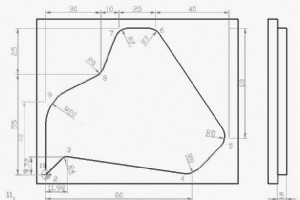
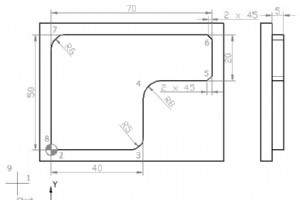
Il sagit dune série darticles pour les machinistes/programmeurs cnc pour expliquer les concepts et les méthodes de programmation de linterpolation circulaire. un must pour apprendre à programmer ces arcs, rayons, cercles et aussi pour apprendre les concepts de base, les principes fondamentaux du cer

Liste complète des codes dalarme Fanuc 21. (Fanuc 21 Modèle B) Commande CNC Fanuc Série 21-T Codes dalarme Fanuc 21 0 VEUILLEZ COUPER LALIMENTATION 1ÈME ALARME DE PARITÉ 2 ALARME DE PARITÉ TV 3 TROP DE CHIFFRES 4 ADRESSE INTROUVABLE 5 PAS DE DONNÉES APRÈS LADRESSE 6 UTILISATION ILLÉGALE DU SIGNE
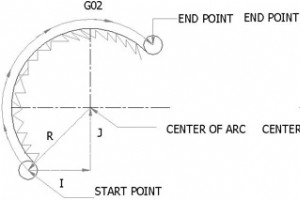
2e partie de la série Concepts et programmation dinterpolation circulaire, cet article explique les informations requises pour programmer/usiner linterpolation circulaire sur une machine cnc, et comment les machinistes cnc peuvent programmer linterpolation circulaire avec le R (rayon). Lire les aut

Identique à NC Start. CYCLE START est utilisé pour démarrer lexécution du programme sélectionné. Il est utilisé pour lancer lexécution des blocs CN dans le tampon MDI. Voir le bouton vert en bas, Contrôleur SIEMENS SINUMERIK 808D
commande numérique par ordinateur