


Exemple de programme de rayon/chanfrein de fraiseuse CNC Sinumerik 810
Exemple de programmation de la fraiseuse cnc Siemens Sinumerik 810 qui montre comment les machinistes cnc peuvent usiner/programmer le rayon et le chanfrein.
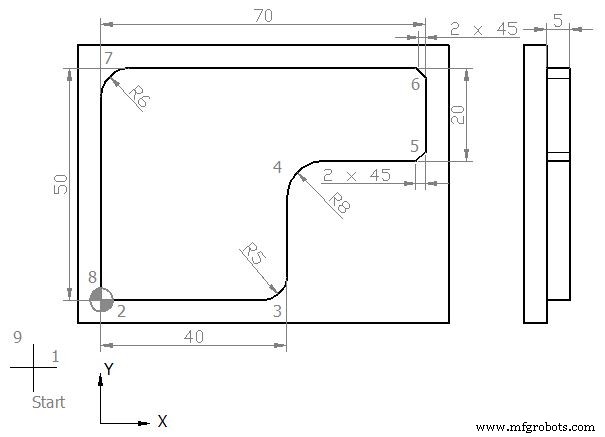
Programmation rayon/chanfrein Sinumerik 810
Les valeurs U+ sont utilisées pour la programmation du rayon.
Les valeurs U- sont utilisées pour la programmation du chanfrein.
Exemple de programmation rayon/chanfrein Sinumerik 810
Programme de chanfreinage de rayon de fraiseuse CNC Sinumerik 810
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 X0 Y0 N40 X40 Y0 U5 N45 X40 Y30 U8 N50 X70 Y30 U-2 N55 X70 Y50 U-2 N60 X0 Y50 U6 N65 X0 Y0 N70 G40 X-20 Y-20 N80 G00 Z50 N85 Y100 N90 M30
Pièce finie
Après avoir terminé le processus d'usinage ci-dessus, le composant ressemblera à ceci,
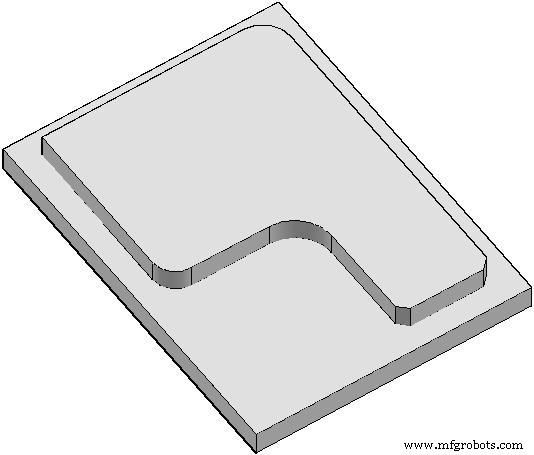
Composant fini
Explication des codes utilisés dans le programme
G00 :Déplacement rapide.
G54 :Décalage zéro no. 1.
G64 :Mode contour continu.
G90 :Système de cotation absolue.
G17 :Sélection du plan X-Y.
G42 :Activation de la compensation du rayon de fraise (mouvement à droite)
G40 :Compensation de rayon de fraise désactivée
S :Vitesse de broche
F :Avance du mouvement des axes
M :Mouvement de la fraise (3=horaire, 4=anti-horaire)
D :Outil n°
M30 :Fin du programme principal
commande numérique par ordinateur
- Exemple de programmation CNC de tour
- Exemple de programmation CNC en pouces Programme de tour CNC simple
- Programmation CNC Sinumerik 840D
- Exemple de programmation de fraiseuse CNC pour débutants
- G01 Chanfrein et arrondi d'angle dans un exemple de programme CNC
- Exemple de programme de chanfrein et de rayon avec G01
- Comment usiner un cercle complet de code d'exemple de programme CNC
- Cycle de perçage Sinumerik 840D CYCLE81 Code d'exemple de programmation CNC
- Bases de la programmation CNC – Tutoriels avec un exemple de code de programme