Fabrication industrielle
 MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
commande numérique par ordinateur


Liste complète des codes G pour les contrôleurs CNC Hust Lathe.Une bonne référence pour les machinistes CNC qui travaillent sur des tours CNC avec des commandes CNC Hust. La liste de codes G suivante fonctionne sur les commandes CNC Hust suivantes et associées T H4PL-T Liste des codes G du contrô

Liste complète des codes M pour les machinistes CNC qui travaillent sur des tours CNC avec le contrôleur CNC Hust H6C-T. Pour les codes G CNC Hust Hust CNC Lathe Controller G Code List H4CL-T &H6C-THust CNC G Code List – CNC Mill H4M &H4CL-M Contrôleur CNC de tour Hust H6C-T Codes M pour le contr
Hust CNC simple exemple de programme de code G de base, qui montre la différence entre la coordonnée absolue G90 et la coordonnée incrémentale G91. Ce tutoriel sapplique également à la plupart des commandes cnc Fanuc.Il sagit dune bonne ressource pour les machinistes cnc de niveau débutant et les p
Le cycle de perçage Siemens Sinumerik CYCLE83 Peck facilite le perçage de trous profonds. Le cycle de perçage très flexible donne aux machinistes cnc un contrôle total sur tous les aspects des tâches de perçage de trous profonds. Les machinistes CNC peuvent contrôler sils souhaitent rétracter louti

Les machinistes CNC qui aiment programmer dans le dialecte ISO peuvent télécharger de nouvelles configurations de machine pour SinuTrain pour SINUMERIK Operate V4.4 Ed.2 Les machinistes CNC peuvent étendre SinuTrain pour SINUMERIK Operate V4.4 Ed.2 avec les nouvelles machines dexemple Tour avec ou
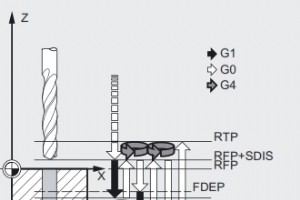
Un exemple de programme cnc très simple qui montre lutilisation du cycle de perçage profond Siemens Sinumerik CYCLE83. Siemens Sinumerik CYCLE83 Vue densemble du cycle de perçage par perçage profond CYCLE83(RTP, RFP, SDIS, DP, DPR, FDEP, FDPR, DAM, DTB, DTS, FRF, VARI) RTP Plan de retrait (abso
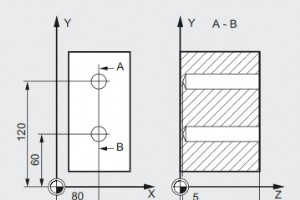
Heidenhain cnc control utilise un moyen très simple de référencer les coordonnées absolues et incrémentales.Pour les coordonnées absolues, les axes sont référencés comme normauxX =position absolue de laxe X (coordonnée)Y =position absolue de laxe Y ( coordonnées) Pour les coordonnées incrémentales,

Liste des codes Heidenhain M pour les machinistes CNC qui travaillent sur des machines CNC avec Heidenhain TNC 426 et des commandes CNC similaires. Liste des codes Heidenhain M – TNC 426 Liste des codes M Heidenhain Fonction Code MM0 Arrêt du programmeM1 Arrêt facultatif (arrêt du

Voici un bref historique des commandes cnc Heidenhain au fil des années. Histoire de la commande CNC HEIDENHAIN 1968 VRZ 59.4 compteur bidirectionnel pour un axe 1974 HEIDENHAIN 5041 unité daffichage de position numérique 1976 TNC 110 et TNC 120 commandes numériques de positionnement pour 3 axe
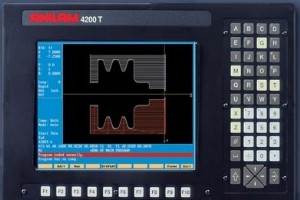
Liste des codes G Anilam pour les machinistes CNC qui travaillent sur des tours CNC avec des commandes CNC Anilam comme 4200TPlusieurs codes G peuvent être spécifiés par bloc.Si un bloc contient des codes G en conflit, une erreur message apparaît. Commandes CNC 4200T pour le tournage Anilam G Code

Liste des codes G ANILAM pour les commandes de fraisage CNC telles que 6000MLes codes G initient des commandes de mouvement, des cycles prédéfinis et diverses fonctions de la machine et de la CNC.Plusieurs codes G peuvent être spécifiés par bloc. Si un bloc contient des codes G en conflit, un messag
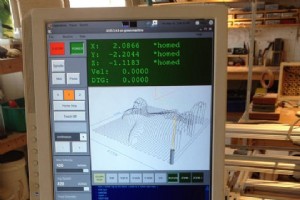
LinuxCNC est un système logiciel pour le contrôle informatique des machines-outils telles que les fraiseuses et les tours.LinuxCNC est un logiciel libre avec code open source.LinuxCNC fournit, plusieurs interfaces utilisateur graphiques dont une pour les écrans tactiles. Codes G Code G Description
Réglage du décalage programmable du code G Haas G10 Réglage de décalage programmable Haas G10 Le code G permet au programmeur de définir des décalages dans le programme. Lutilisation de G10 remplace la saisie manuelle des décalages (cest-à-dire la longueur et le diamètre de loutil et les décalages
Lapplication Sandvik Coromant Insert Identifier pour iPhone, Android et BlackBerry vous aide à trouver la solution Sandvik Coromant équivalente à la plaquette que vous utilisez actuellement. Il vous guidera lorsque vous ne savez pas quelles nuances et géométries Sandvik Coromant sont disponibles. L
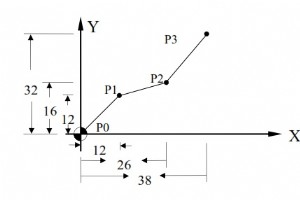
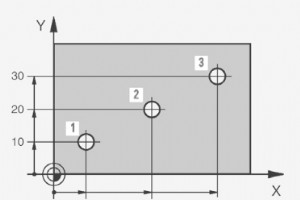
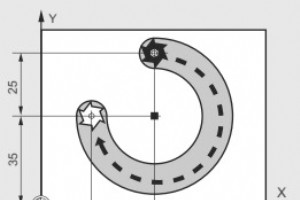
Quest-ce que les dimensions absolues (programmation absolue) ? Avec les cotes absolues ou la programmation absolue, la position programmée se réfère toujours au point zéro du système de coordonnées actuellement valide (point zéro pièce). G90 Les dimensions absolues ou la programmation absolue sont
G90 Les dimensions absolues ou la programmation absolue sont un code G modal. Siemens Sinumerik fournit une commande AC (dimensions absolues non modales) pour accéder à la position absolue de chaque axe. Lire larticle complet Sinumerik Absolute Dimensions G90 Modal and AC Non-modal Command. Dimensi
Quest-ce que la commande Sinumerik MSG ? À laide de linstruction Siemens Sinumerik MSG MSG(), nimporte quelle chaîne de caractères du programme pièce peut être émise sous forme de message à lopérateur. Ces messages peuvent être de toutes sortes, des messages dinformation aux messages daffichage de
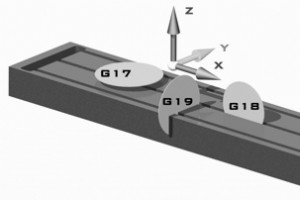
Je nai jamais utilisé G17 G18 G19, même si je ne sais pas comment fonctionnent ces codes G de sélection de plan, mais je travaille toujours bien sur ma fraiseuse cnc et mes tours cnc pourquoi ? La réponse courte est que les machinistes cnc ne sont pas obligés de programmer les codes G de sélection
Cette vidéo montre plusieurs opérations de fraisage de filets CNC à laide dune Tormach PCNC 1100. Le fraisage de filets est démontré à la fois dans lacier et laluminium à laide dune fraise en V simple à 60 degrés.

Comme les machines cnc Haas sont capables de contenir plusieurs décalages doutils et de nombreux décalages de travail, un machiniste CNC peut utiliser autant de décalages doutils et de décalages de travail que requis par le programme cnc. Option de filtrage des décalages doutil Haas et des décalages
commande numérique par ordinateur