

Fabrication industrielle
 MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
MfgRobots >> Fabrication industrielle > >> Manufacturing Equipment >> commande numérique par ordinateur
commande numérique par ordinateur

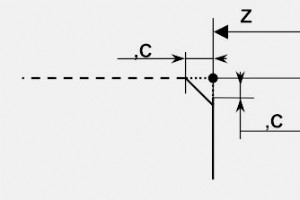
Le mouvement linéaire programmé avec G01 G Code peut être lié au mouvement du bloc de programme CNC suivant par un chanfrein (C) ou un rayon (R). Connexe : G01 Chanfrein et arrondi dangle dans un exemple de programme CNC Programmation du chanfrein G01 Le chanfrein peut être identifié uniquement p
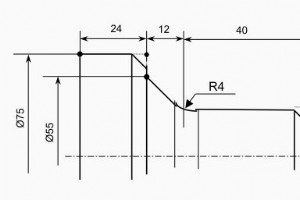
Pour une brève description de la programmation du chanfrein et du rayon dangle avec le code G01 G, lisez larticle de programmation cnc suivantProgrammation du chanfrein et du rayon avec le code G01 G. Vous pourriez lire dautres articles dexemples de programme cnc, ces articles de programmation cnc
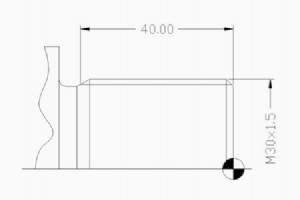
Fanuc Series 21i 18i 16i Coupe de filetage avec cycle de filetage G76 Le cycle Fanuc G76 peut être utilisé pour le filetage externe et interne.Les commandes CNC Fanuc série 21i 18i 16i utilisent deux formats de bloc de programme du cycle de filetage G76. Pour un exemple de filetage interne de file
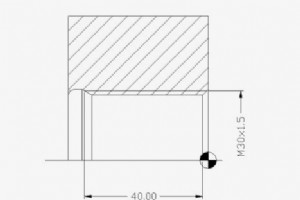
Programme CNC pour le filetage intérieur avec cycle de filetage G76 sur commandes fanuc 21i/18i/16i. Pour un exemple de filetage externe avec cycle de filetage G76, lisez Coupe de filetage externe avec cycle de filetage G76 sur CNC Fanuc 21i 18i 16i Les Fanuc 21i/18i/16i utilisent le format à deux
Run Stop Jog Continue (RSJC) est une fonction de commande cnc disponible sur les fraiseuses et les tours Haas. Vue densemble Haas Run Stop Jog Continue (RSJC) RSJC vous permet darrêter un programme en cours dexécution, de vous éloigner de la pièce puis de reprendre lexécution du programme. Une fois
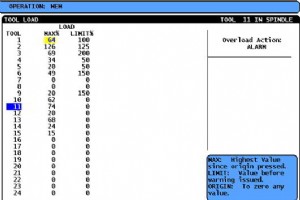
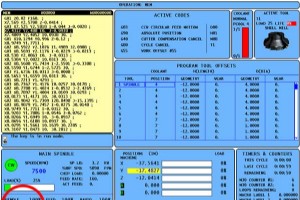
Surveillance de la charge doutil sur la CNC Haas Le contrôle cnc Haas a une disposition pour la surveillance de la charge de loutil (broche) qui permet à lopérateur cnc de définir une limite de charge pour chaque outil, trouvée dans laffichage des commandes actuelles et dappuyer sur la page vers le

Taraudage rigide CNC La plupart des machines-outils CNC offrent désormais une capacité de taraudage rigide en standard. Lors du taraudage rigide, la rotation et lavance de la broche de la machine sont synchronisées pour correspondre à un pas de filetage spécifique, car le taraud monté de manière ri

Les G-codes sont aussi appelés codes préparatoires (fonctions préparatoires). Liste complète des codes G CNC Liste complète des codes G Liste des codes G couramment trouvés sur les commandes CNC Fanuc et de conception similaire Code G Groupe Fonction A B C G00 G00 G00 01 Positionnement (traversé

Fonctions diverses du tour CNC HAAS Codes M du tour CNC Haas Code M Description M00 Arrêt du programme – Modal M01 Arrêt du programme facultatif – Modal M02 Fin du programme – Modal M03 Axe sur marche avant (S) – Modal M04 Broche en marche arrière (S) – Modal M05 Arrêt de broche – Modal M08
Fonctions préparatoires du tour CNC HAAS Codes G du tour CNC Haas G00 Mouvement de position rapideG01 Mouvement dinterpolation linéaire OU Mouvement linéaire, chanfrein et arrondi dangle – ModalG02 Mouvement dinterpolation de circulation dans le sens horaire – ModalG03
Cycle de surfaçage Fanuc G94 en une passe Le code Fanuc G94 G est utilisé pour le surfaçage rugueux. Le cycle de surfaçage Fanuc G94 est utilisé pour le surfaçage simple (surfaçage en une passe), mais plusieurs passes sont possibles en spécifiant lemplacement sur laxe Z des passes supplémentaires.

Orientation de la broche M19 M19 Orientation de la broche. Le code M19 M arrête la broche dans une position angulaire définie. Utilisation de lorientation de la broche Lorientation de la broche est normalement utilisée pour les opérations de fraisage (outillage en direct) sur un tour cnc. La broc
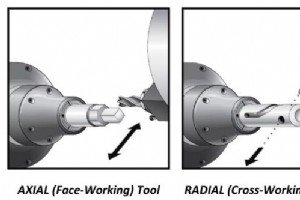
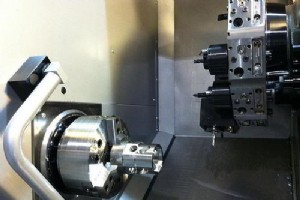
Définition de loutillage en direct du tour CNC Loption doutillage en direct pour tour cnc vous permet dentraîner des outils à entraînement axial ou radial pour effectuer des opérations secondaires telles que le perçage ou le taraudage, à la fois sur la face de la pièce et autour du diamètre. La bro
Programmation de tour doutillage en direct Il sagit dun exemple de programmation de tour doutillage en direct qui montre lutilisation de loutil entraîné (outillage en direct) et lorientation de la broche sur le tour cnc Haas. Pour une brève introduction de loutillage en direct et des codes M assoc
Programmation de tour doutillage en direct Il sagit dun exemple de programmation de tour doutillage en direct qui montre lutilisation de loutil entraîné (outillage en direct) et lorientation de la broche sur le tour cnc Haas. Pour une brève introduction de loutillage en direct et des codes M assoc

Programmation de tour doutillage en direct avec axe C Il sagit dun exemple de programmation de tour doutillage en direct qui montre lutilisation dun outil entraîné (outillage en direct) et de laxe C sur un tour cnc Haas. Pour une brève introduction de loutillage en direct et des codes M associés s
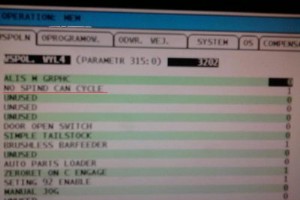
Cycles CNC Haas G81, G82, G83, G85, G89, G95 avec outillage motorisé Avant dutiliser des cycles fixes G81, G82, G83, G85, G89, G95 avec des outils entraînés frontaux ou axiaux, il faut sassurer que les paramètres haas cnc 315 bit 1 (NO SPINDLE CAN CYCLE) sont correctement définis. Paramètre Haas 3
CNC G01 A… Programmation des angles Lors de lutilisation dinstructions G1 (G01) G-code ainsi que les coordonnées de fin de mouvement X et/ou Z, en plus des rayons (G01 R…) ou chanfreins (G01 C…) sur les points finaux, le programmeur peut indiquer langle de déplacement (G01 A…). Pour une brève des
Avance par tour (G95) G95 Avance par tour G95 (Avance par tour) est un code G modal qui indique à la commande dinterpréter les commandes davance en mm par tour (mm/tour) ou en pouces par tour de la broche. G01 F0.02 le code de programme cnc ci-dessus ferait avancer laxe de 0,02 mm pour chaque to

Avance par minute (G94) Le code G G94 est un code G modal. G94 demande au contrôle dinterpréter les commandes de flux comme pouces/minute ou mm/minute pour les mouvements linéaires. degrés/minute pour les mouvements rotatifs. pouces/minute ou mm/minute pour une combinaison de mouvements linéaires
commande numérique par ordinateur

Le filament d'une imprimante 3D peut-il se détériorer ? Les causes et leurs solutions !
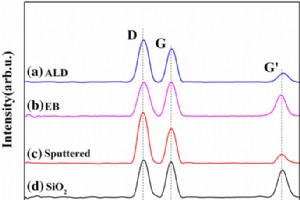
Dépôt chimique en phase vapeur de réseaux de nanotubes de carbone alignés verticalement :effets critiques des couches tampons d'oxyde
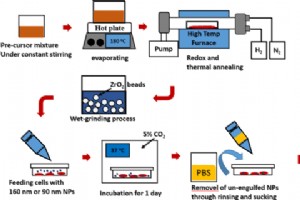
Conception d'une dose d'hyperthermie de nanoparticules de Cs0.33WO3 irradiées dans le NIR pour les cellules de cancer hépatique HepG2
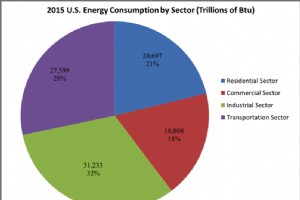
Êtes-vous un fabricant économe en énergie ?