


Taraudage rigide sur Sinumerik 840D/810D avec G331 G332
Taraudage rigide CNC
La plupart des machines-outils CNC offrent désormais une capacité de taraudage rigide en standard. Lors du taraudage rigide, la rotation et l'avance de la broche de la machine sont synchronisées pour correspondre à un pas de filetage spécifique, car le taraud monté de manière rigide est rapidement entraîné dans et hors d'un trou.

Taraudage rigide
Taraudage rigide sur Sinumerik 840D/810D avec G331/G332
Sur Sinumerik 840D / Sinumerik 810D, le taraudage rigide est effectué avec les codes G G331/G332.
G331 Taraudage
G332 Taraudage avec retrait. La broche change automatiquement de sens de rotation.
Programmation
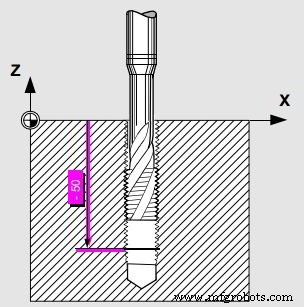
N50 G331 Z-50 K2 S500 N60 G332 Z5 K2
Taraudage rigide sur Sinumerik 840D 810D avec G331 G332
G331 Taraudage
X, Y, Z :Point final du filetage
I, J, K :Pas du filetage. Pas positif (par exemple, K4) filetage à droite, pas négatif (par exemple, K-4) filetage à gauche.
G332 Taraudage avec retrait.
La broche change automatiquement de sens de rotation
X, Y, Z :point final de rétraction du fil.
I, J, K :pas de filetage. Pas positif (par exemple, K4) filetage à droite, pas négatif (par exemple, K-4) filetage à gauche.
Pour cette fonction, la broche doit être équipée d'un générateur d'impulsions.
commande numérique par ordinateur
- Conseils de nommage des variables système Sinumerik 840D
- SINUMERIK 840D Programmation de l'utilisation de la boucle WHILE
- Variable système Sinumerik 840D $AA_IM pour la position actuelle de l'axe
- Programmation CNC Sinumerik 840D
- Variable système Sinumerik 840D $P_SEARCH pour la requête de recherche de blocs
- Variable système de données d'outil Sinumerik 840D $TC_DP
- Téléchargement gratuit SINUMERIK 808D sur PC
- Taraudage de trous profonds avec bris de copeaux ou taraudage par perçage sur CNC Haas
- Manuels Siemens Sinumerik 808D