


Variable système de données d'outil Sinumerik 840D $TC_DP

Données d'outils Sinumerik 840D
Cet article concerne la variable système de données d'outil Siemens Sinumerik 840D $TC_DP1, $TC_DP2 … $TC_DP22.
Variables système $TC_DPx des données d'outil pour Sinumerik 840D
La variable système Tool Data pour Sinumerik 840D donne beaucoup de puissance et de flexibilité au programmeur CNC, les variables système Tool Data peuvent être utilisées de différentes manières sur la commande CNC Sinumerik 840D, certaines sont répertoriées ci-dessous
- Récupération des données d'outil (les données d'outil sont accessibles)
- Mise à jour des données d'outil (les données d'outil peuvent être mises à jour)
Qu'est-ce que les données d'outil Sinumerik 840D ?
Toutes les données relatives à l'outil (comme la longueur de l'outil, le rayon du nez de l'outil, etc.) sont appelées données d'outil. Ou vous pouvez simplement dire que les dimensions d'outil ou la géométrie d'outil ou la correction d'outil sont appelées données d'outil sur la commande CNC Sinumerik 840D.
Données d'outils Sinumerik 840D
Voici quelques-unes des variables du système de données d'outils Sinumerik 840D sont expliquées,
$TC_DP1 :Type d'outil.
$TC_DP2 :Position du nez d'outil 1…9
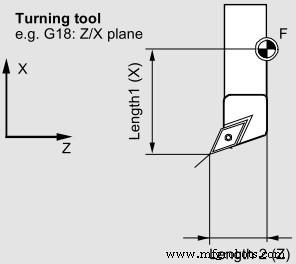
$TC_DP3 :Longueur d'outil1, Hauteur d'outil(X).
$TC_DP4 :Longueur d'outil2, Largeur d'outil (Z).
$TC_DP6 :Rayon de nez d'outil.
$TC_DP12 :Longueur d'usure1.
$TC_DP13 :Longueur d'usure2.
Données d'outil Sinumerik 840D Utilisation de la variable système $TC_DP
Vous souhaitez modifier certaines données pour un outil spécifique, vous devez alors donner des valeurs à cette variable système afin qu'elle puisse récupérer ou mettre à jour les bonnes données d'outil.
Les exigences sont les suivantes
Numéro T Numéro d'outil (il s'agit du numéro de station d'outil)
Numéro D Numéro de tranchant ou numéro de décalage de l'outil.
$TC_DP1[ T , D ]
Données d'outil Sinumerik 840D Utilisation de la variable système $TC_DP dans l'exemple de programmation CNC
N10 $TC_DP3[5, 1] = 90
Dans l'exemple de programmation cnc ci-dessus, nous définissons la longueur d'outil 1 pour l'outil qui se trouve à la station d'outils numéro 5 et son numéro d'outil D est 1.
Maintenant, l'outil numéro 5 avec le numéro D 1 a sa longueur d'outil1 définie sur 90.
Données d'outil Sinumerik 840D Utilisation de la variable système $TC_DP dans l'exemple de programmation CNC avec paramètres R
N10 $TC_DP1[R40, R41] = R30
Dans la programmation cnc ci-dessus, je définis le type d'outil pour un outil dont le numéro d'outil est donné en R40 et le numéro d'outil D est donné en R41, et nous définissons le type d'outil qui est déjà donné en R30.
Données d'outil Sinumerik 840D $TC_DP Utilisation de la variable système dans la programmation CNC Exemple pour récupérer les données d'outil
N10 R10 = $TC_DP4[7, 1]
Dans l'exemple de programmation cnc ci-dessus, je récupère la longueur d'outil 2 dans R10 pour l'outil numéro 7 avec le numéro D 1.
commande numérique par ordinateur
- Variables C# et types de données (primitifs)
- Votre système est-il prêt pour l'IoT ?
- Variable C, types de données, constantes
- Introduction du système de contrôle SIEMENS 808D des routeurs Cnc
- Comment l'IoT renforce le système de suivi des véhicules ?
- Entrée externe pour valeurs programmées
- Conseils de nommage des variables système Sinumerik 840D
- SINUMERIK 840D Programmation de l'utilisation de la boucle WHILE
- Variable système Sinumerik 840D $AA_IM pour la position actuelle de l'axe