


Sinumerik CYCLE95 avec contour dans l'exemple de programme d'appel
Soumis par :BEATA
Dessin/Image
Programme CNC
;Siemens Sinumerik CYCLE95 first parameter NPP
;can be given as a sepatate routine or
;can be defined inside calling program with Labels
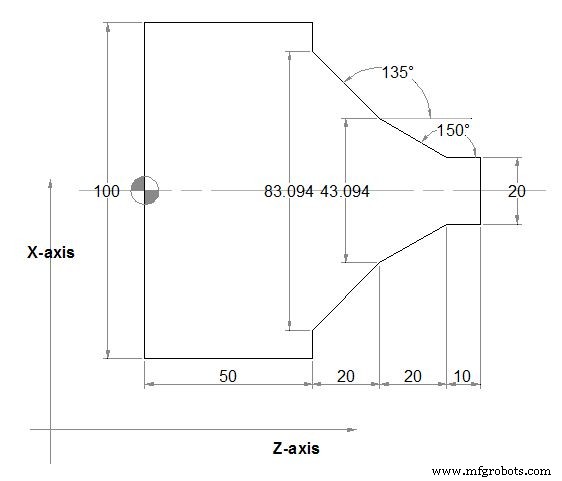
;stock removal contour is defined in the calling program
N110 G18 G90 G96 F0.8
N120 S500 M3
N130 T1 D1
N140 G0 X140
N150 Z160
N160 CYCLE95("START:END",2.5,0.8,0.8,0,0.8,0.75,0.6,1, , , )
N170 G0 X140 Z160
N175 M02
START:
N180 G1 X20 Z100 F0.6
N190 Z90
N200 Z70 ANG=150
N210 Z50 ANG=135
N220 Z50 X100
END:
N230 M02 commande numérique par ordinateur
- Fonction calloc() dans la bibliothèque C avec l'EXEMPLE de programme
- Fanuc G20 Mesure en pouces avec exemple de programme CNC
- Exemple de programme L930 Fraisage de poche circulaire Sinumerik 840C
- Exemple de programme de chanfrein et de rayon avec G01
- Répéter le perçage avec le cycle de perçage G81 et le programme d'exemple G91
- Appel de sous-programme Haas M98 avec exemple de code de base
- Appel de sous-programme local Haas CNC M97 avec exemple de programme CNC
- Exemple de programme de cycle de gorge Sinumerik L93
- Bases de la programmation CNC – Tutoriels avec un exemple de code de programme