


Fonction Haas Run Stop Jog Continue (RSJC)
Run Stop Jog Continue (RSJC) est une fonction de commande cnc disponible sur les fraiseuses et les tours Haas.
Vue d'ensemble Haas Run Stop Jog Continue (RSJC)
RSJC vous permet d'arrêter un programme en cours d'exécution, de vous éloigner de la pièce puis de reprendre l'exécution du programme. Une fois que l'outil est éloigné de la pièce, un insert usé ou un outil cassé peut être remplacé et/ou une caractéristique critique peut être inspectée. Ensuite, le programme peut être repris.
Quelques précautions !
Soyez prudent, lorsque le programme se poursuit, l'ANCIEN décalage ou les décalages actuellement actifs seront utilisés pour la position de retour et la machine ne reviendra pas par le même chemin que celui que vous avez emprunté. En cas de remplacement d'outils, la longueur doit être la même que celle de l'outil précédent (régleur d'outils hors ligne recommandé).
Haas Run Stop Jog Continue – Pas à pas
Pour activer RSJC, appuyez sur FEED HOLD à un point d'arrêt pratique dans le programme.
Appuyez sur Z, X ou Y sur le clavier suivi de la touche HAND JOG pour activer l'axe sélectionné.
La commande mémorisera les positions X, Y et Z actuelles. Les axes autres que X, Y et Z ne peuvent pas être déplacés manuellement.
"JOG AWAY" s'affiche en bas de l'écran et la commande émet un bip, confirmant que RSJC est actif :
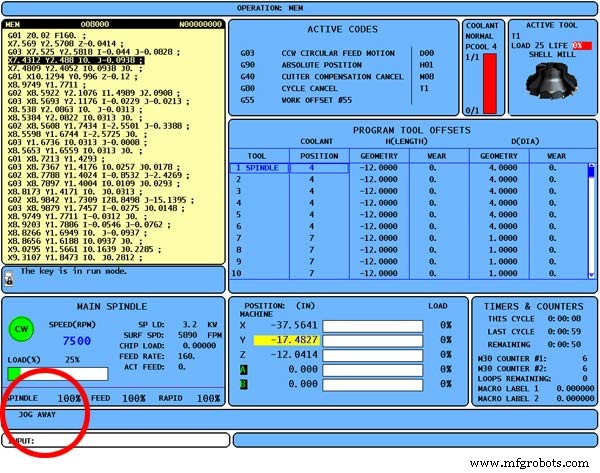
Haas Exécuter Arrêt Jog Continuer RSJC
Vous pouvez maintenant utiliser la poignée de déplacement, la poignée de déplacement à distance, les boutons de déplacement ou de verrouillage du déplacement pour vous éloigner de la pièce.
Vous pouvez utiliser des boutons de commande tels que AUX CLNT (TSC) ou COOLNT pour activer/désactiver le liquide de refroidissement (AUX CLNT nécessite que la broche ne tourne pas et que la porte soit fermée).
La broche peut être contrôlée en appuyant sur CW, CCW, Stop et Tool Release.
Si nécessaire, les inserts d'outils peuvent être changés.
Joggez jusqu'à une position aussi proche que possible de la position stockée où RSJC a été activé, ou jusqu'à une position où il y aura un chemin rapide et dégagé vers la position stockée.
Revenez au mode précédent en appuyant sur MEM, MDI ou DNC.
Le contrôle ne se poursuivra que si le mode qui était en vigueur lors de l'arrêt est rétabli.
Appuyez sur Cycle Start.
La commande affichera le message "Jog Return" et des X et Y rapides à 5 % jusqu'à la position où Feed Hold a été enfoncé, puis retournera l'axe Z.
Si Feed Hold est pressé pendant ce mouvement, le mouvement des axes de fraisage s'arrêtera et affichera le message "Jog Return Hold". En appuyant sur Cycle Start, la commande reprendra le mouvement Jog Return.
Lorsque le mouvement est terminé, la commande passe à nouveau dans un état de maintien d'avance. Appuyez à nouveau sur Cycle Start et le programme reprend son fonctionnement normal.
commande numérique par ordinateur
- Système de commande CNC M-TECH
- Histoire de Haas
- Qu'est-ce que la COMMANDE NUMERIQUE [NC] ?
- Contrôle de la qualité dans l'usinage CNC
- Les machines-outils disposent d'un contrôle intégré
- Contrôle du climat dans un atelier CNC
- Arrêt du programme CNC M-Code M00
- Modes de configuration et de fonctionnement Haas
- Codes M Haas Mill