


Paramètres CNC Haas Outils motorisés avec cycles G81, G82, G83, G85, G89, G95
Cycles CNC Haas G81, G82, G83, G85, G89, G95 avec outillage motorisé
Avant d'utiliser des cycles fixes G81, G82, G83, G85, G89, G95 avec des outils entraînés frontaux ou axiaux, il faut s'assurer que les paramètres haas cnc 315 bit 1 (NO SPINDLE CAN CYCLE) sont correctement définis.
Paramètre Haas 315 INTERRUPTEUR COMMUN 4 - Tour Haas
Paramètre CNC Haas 315 bit 1 (NO SPIND CAN CYCLE)
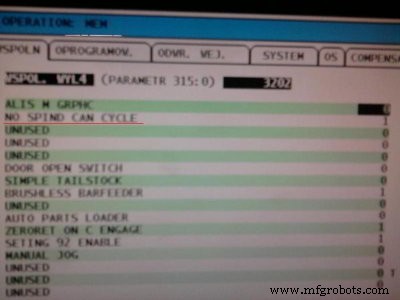
Paramètre CNC Haas 315 bit 1
Paramètre de tour CNC Haas 315 bit 1 défini sur 1
Si le paramètre 315 bit 1 du tour cnc Haas est défini sur 1, la broche principale ne sera pas activée pendant un cycle fixe.
Paramètre de tour CNC Haas 315 bit 1 réglé sur 0
Si le paramètre 315 bit 1 du tour cnc Haas est mis à 0, le cycle fixe fonctionne de la manière habituelle en tournant la broche principale.
Programmation d'angle CNC G01
Exemple de programmation de tour sur axe C avec outillage motorisé sur CNC Haas
commande numérique par ordinateur
- problèmes liés aux machines CNC
- Améliorez le fonctionnement du routeur CNC à l'aide des techniques d'outillage
- Manuel sur la fabrication de moules CNC
- Gagner de l'argent avec le routeur CNC
- Routeuse à bois CNC - Avec des applications étonnantes
- Caractéristiques du centre de tournage CNC Capacités d'outillage en direct
- axe C G81
- Taraudage de trous profonds avec bris de copeaux ou taraudage par perçage sur CNC Haas
- Appel de sous-programme local Haas CNC M97 avec exemple de programme CNC