


Fraiseuse CNC Hust G90 Coordonnées absolues G91 Exemple de coordonnées incrémentales
Hust CNC simple exemple de programme de code G de base, qui montre la différence entre la coordonnée absolue G90 et la coordonnée incrémentale G91.
Ce tutoriel s'applique également à la plupart des commandes cnc Fanuc.
Il s'agit d'une bonne ressource pour les machinistes cnc de niveau débutant et les programmeurs cnc pour comprendre la différence entre G90 et G91.
On Hust CNC Mill Controls
Le code G90 G est utilisé pour les coordonnées absolues
Le code G91 G est utilisé pour les coordonnées incrémentales.
Coordonnée absolue G90
L'origine (Workpiece Zero Point) est la référence. Les coordonnées de tous les points décrivant la forme de la pièce (pièce de machine) sont calculées à partir de l'origine.
G91 Coordonnée Incrémentale
Les coordonnées de tous les points décrivant la forme de la pièce (pièce de machine) sont calculées à partir du point final du bloc précédent.
Flexibilité CNC Hust
Coordonnée absolue G90
En mode Coordonnées absolues G90
X est utilisé pour les mouvements absolus sur l'axe X.
Y est utilisé pour les mouvements absolus sur l'axe Y.
Z est utilisé pour les mouvements absolus sur l'axe Z.
Mais en mode de coordonnées absolues G90, U, V, W peuvent être utilisés pour les commandes de mouvement incrémentiel d'axe
U est utilisé pour les mouvements incrémentiels sur l'axe X.
V est utilisé pour les mouvements incrémentiels sur l'axe Y.
W est utilisé pour les mouvements incrémentiels sur l'axe Z.
Donc, en bref, si vous travaillez en mode de coordonnées absolues G90, vous pouvez, si vous le souhaitez, effectuer des mouvements incrémentiels en utilisant U, V, W.
Il n'est donc pas nécessaire d'utiliser la commande de coordonnées incrémentielles G91 G-Code.
G91 Coordonnée Incrémentale
En mode Coordonnées incrémentielles G91
X est utilisé pour les mouvements incrémentiels sur l'axe X.
Y est utilisé pour les mouvements incrémentiels sur l'axe Y.
Z est utilisé pour les mouvements incrémentiels sur l'axe Z
En mode de coordonnées incrémentales G91, U, V, W ne peuvent pas être utilisés.
Exemple de programme CNC
Hust CNC Mill G90 Coordonnées absolues G91 Exemple de coordonnées incrémentales
Coordonnée absolue G90
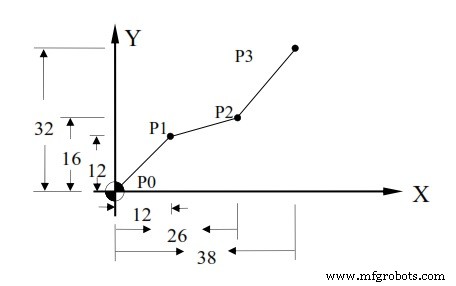
N10 G00 X0.000 Y0.000 Position to work origin N20 G90 Set program to absolute value N30 G1 X12.000 Y12.000 F300.00 P0 to P1 N40 X26.000 Y16.000 P0 to P2 N50 X38.000 Y32.000 P2 to P3 N60 M2
G91 Coordonnée Incrémentale
N10 G00 X0.000 Y0.000 Position to work origin N20 G91 Set program to increment value N30 G1 X12.000 Y12.000 F300.00 P0 to P1 N40 X14.000 Y4.000 P0 to P2 N50 X12.000 Y16.000 P2 to P3 N60 M2
Coordonnée absolue G90
N10 G00 X0.000 Y0.000 Position to work origin N20 G1 U12.000 V12.000 F300.00 P0 to P1 N30 U14.000 V4.000 P1 to P2 N40 U12.000 V16.000 P2 to P3 N60 M2
Utilisation mixte
N10 G00 X0.000 Y0.000 Position to work origin N30 G1 U12.000 V12.000 F300.00 P0 to P1 N40 X26.000 V4.000 P1 to P2 N50 X38.000 V16.000 P2 to P3 N60 M2
Ou
N10 G00 X0.000 Y0.000 Position to work origin N30 G1 U12.000 V12.000 F300.00 P0 to P1 N40 U14.000 Y16.000 P1 to P2 N50 U12.000 Y32.000 P2 to P3 N60 M2
commande numérique par ordinateur
- Tournage conique avec cycle de tournage modal G90 – Exemple de code CNC
- G90 Cycle de tournage Fanuc – Exemple de code de programme CNC
- Cycle de perçage G81 – Répéter le perçage en mode incrémentiel G91 Exemple de code
- Programmation de la fraiseuse CNC Incrémental absolu G90 G91 Exemple de code
- Codes G de la fraiseuse CNC Haas
- Comment usiner un cercle complet de code d'exemple de programme CNC
- Piquetage de contour de fraiseuse CNC – Exemple de répétition de sous-programme Fanuc
- Machinistes CNC débutants un exemple de cycle fixe CNC de base G90
- Programme de fraisage Sinumerik – Commandes de dimensions absolues G90 AC