


Maintien de la stabilité dimensionnelle dans l'usinage de l'aluminium
Publié le 23 octobre 2020, | Par WayKen fabrication rapide
Le maintien d'un contrôle dimensionnel précis pour les pièces où la précision est une exigence essentielle est toujours un sujet d'intérêt pour les fournisseurs de services d'usinage des métaux. Cela a conduit à plusieurs activités de recherche sur le thème de la stabilité dimensionnelle. Les études incluent divers phénomènes tels que les limites élastiques, les micro-déformations, les micro-fluages, les mécanismes qui les provoquent et une variété de méthodes proposées pour aider à améliorer le contrôle dimensionnel. Par stabilité dimensionnelle d'un matériau, nous entendons sa capacité à conserver sa forme et sa taille d'origine et à rester dans les tolérances dimensionnelles prévues pendant une période spécifiée dans un ensemble de conditions environnementales.
Dans cet article, nous discuterons de l'instabilité dimensionnelle dans l'un des métaux les plus utilisés, à savoir l'aluminium, et nous présenterons des moyens de contrer les dilemmes rencontrés dans l'usinage de l'aluminium.
Nous prenons en charge les dernières technologies d'usinage et de fraisage de l'aluminium CNC processus, si vous rencontrez des problèmes avec l'usinage de l'aluminium, nous aimerions vous aider.
Pourquoi discuter de l'usinage de l'aluminium ?
En tant que métal le plus abondant dans la croûte terrestre, c'est-à-dire à 8,1 %, l'aluminium est largement utilisé dans presque toutes les industries, y compris l'aviation, l'automobile et la construction. La nature unique des alliages d'aluminium et les diverses propriétés qu'ils offrent pour diverses applications en font un métal vraiment phénoménal. Cependant, ses diverses applications ont un coût, c'est-à-dire que l'usinage des alliages d'aluminium nécessite plusieurs considérations d'usinage, contrairement à l'acier.
Le principal dilemme réside dans les valeurs considérablement plus élevées des coefficients de dilatation thermique des alliages d'aluminium par rapport aux autres métaux couramment utilisés. Examinons les valeurs comparatives des coefficients de dilatation thermique dans le tableau ci-dessous.
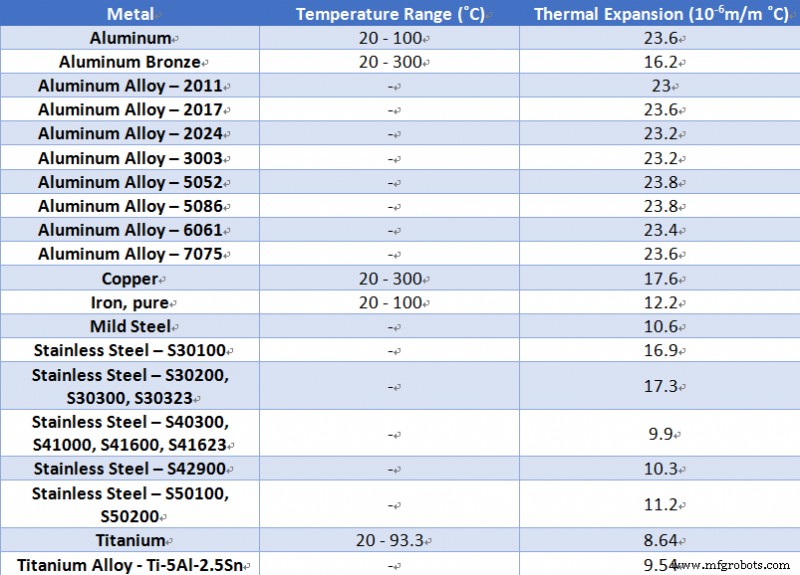
Grâce à ce tableau, on remarque clairement les valeurs relativement plus élevées des coefficients de dilatation thermique pour l'aluminium et ses alliages. Par conséquent, nous discuterons des considérations vitales impliquées dans l'usinage de l'aluminium au fur et à mesure que l'article progresse.
Dilemmes rencontrés dans l'usinage de l'aluminium
L'usinage des alliages d'aluminium fait face à des déformations majeures dans de multiples opérations d'usinage, y compris l'usinage de parois minces et le forgeage. Avant d'aller plus loin, il est nécessaire de comprendre la différence entre les changements dimensionnels récupérables, la déformation plastique (micro-déformation) et l'instabilité dimensionnelle.
- Les changements dimensionnels récupérables sont indépendants du temps et sont de nature prévisible. Il comprend la déformation élastique, la dilatation thermique et la déformation magnétostrictive.
- La déformation plastique fait référence aux déformations plastiques irrécupérables qui dépendent du temps et résultent des contraintes appliquées.
- L'instabilité dimensionnelle fait référence aux changements de dimensions résultant de contraintes internes. Il fait référence aux instabilités métallurgiques, par ex. changements de phase, précipitations. Cette forme d'instabilité se produit en l'absence de toute force extérieure.
Deux mécanismes centraux ou primaires conduisent à des instabilités dimensionnelles dans les métaux. Le premier est l'instabilité métallurgique et le second est la relaxation des contraintes résiduelles. Discutons des différentes raisons de la déformation des pièces en aluminium. Ces raisons incluent les aspects matériels, la forme des pièces, les conditions de production et les performances du fluide de refroidissement.
- Déformations causées par des contraintes internes dans un flan
- Déformations causées par les forces de coupe
- Déformations dues à la dissipation de chaleur lors des opérations de coupe
- Déformations dues aux forces de serrage lors des opérations d'usinage
Il est donc primordial de contrôler ces déformations pour assurer un usinage de haute qualité des alliages d'aluminium. Par conséquent, nous allons classer et discuter de diverses mesures dans la section suivante.
Étapes pour réduire les déformations d'usinage de l'aluminium

Forts d'une vaste expérience dans l'industrie de l'usinage, laissez-nous vous guider à travers les étapes clés pour réduire les déformations d'usinage spécifiquement pour les alliages d'aluminium. Les étapes comprennent les aspects technologiques, le choix de l'équipement de la machine CNC, le réglage des paramètres machine appropriés, la sélection de l'outillage, les méthodes de serrage et les compétences requises de l'opérateur.
Réduction des contraintes internes dans la pièce métallique
Comme indiqué précédemment, l'instabilité dimensionnelle dépend principalement des contraintes internes et aucune force externe n'est impliquée. Pour éliminer les contraintes internes, les méthodes les plus couramment utilisées pour les alliages d'aluminium sont le traitement par vibration et le vieillissement naturel ou artificiel de la pièce à usiner. Selon le manuel ASM, trois méthodes peuvent être utilisées pour soulager le stress.
La première consiste à déformer plastiquement le matériau de manière contrôlée à l'aide d'un chargement en compression ou en traction. Cette méthode n'est applicable qu'aux pièces forgées à matrice ouverte. La deuxième méthode implique des traitements thermiques comme le traitement sous zéro ou la stabilisation à froid au cours desquels le matériau est exposé à des températures cycliques comprises entre -73 et 100 degrés Celsius. Cela permet de réduire les contraintes internes jusqu'à 25 %. La dernière méthode recommandée consiste à utiliser une trempe en amont où l'ébauche est refroidie à -273 degrés Celsius, puis rapidement chauffée par un flux de vapeur chaude.
Amélioration de la capacité de coupe de l'outil
Le bon choix des paramètres d'outillage a un impact direct sur la qualité de la force de coupe et la quantité de dissipation thermique. Par conséquent, examinons d'abord les paramètres géométriques importants, suivis du choix de la structure d'outil appropriée.
Paramètres géométriques
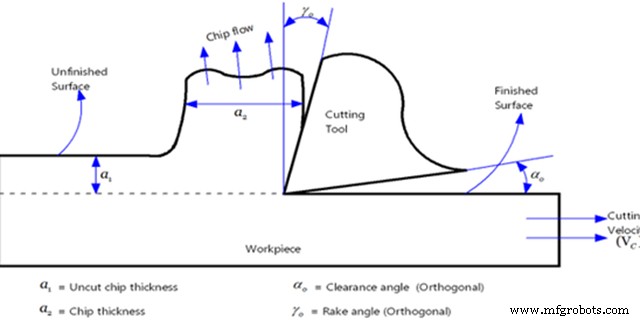
- Les outils d'usinage des alliages d'aluminium doivent être correctement meulés. Cela permet plus d'angles de râteau arrière et latéraux. Des angles de coupe plus grands doivent être utilisés pour les outils destinés aux finitions. De plus, des angles de coupe plus grands sont également avantageux pour l'usinage d'alliages d'aluminium plus tendres, car des angles de coupe plus grands signifient des arêtes de coupe plus aiguës de l'outillage. Des angles de coupe plus petits sont avantageux pour les coupes d'ébauche ou les coupes profondes et les vitesses d'avance élevées. Les angles de coupe varient de 0 à 40 degrés et ne doivent jamais être négatifs.
- La quantité d'angle arrière doit toujours être importante car elle a un impact direct sur l'usure de la surface du contre-couteau ainsi que sur la qualité de la finition de surface. L'angle arrière dépend de la vitesse d'avance et de la profondeur de coupe. S'il est nécessaire d'effectuer une coupe grossière et des vitesses d'avance élevées, l'angle arrière doit être plus petit. Cependant, dans les opérations d'usinage CNC de précision de l'aluminium, il est nécessaire de réduire les déformations élastiques et d'assurer moins de frottement entre la fraise et les surfaces de la pièce pour obtenir une finition de surface élevée. Pour cela, l'amplitude de l'angle arrière doit toujours être aussi grande que possible.
- Il est nécessaire de comprendre l'importance de l'angle de dégagement pour le bon fonctionnement de l'outil. Dans le cas d'un très petit angle de dégagement, le talon (côté) de l'outil pourra frotter contre la pièce et provoquer ainsi une dissipation de chaleur. D'autre part, un grand angle de dégagement entraînera une pénétration trop profonde de l'outil dans la pièce à usiner et provoquera un broutage. Par conséquent, le choix de l'angle de dégagement doit être optimal. Dans la plupart des applications, des angles compris entre 6 et 10 degrés sont optimaux.
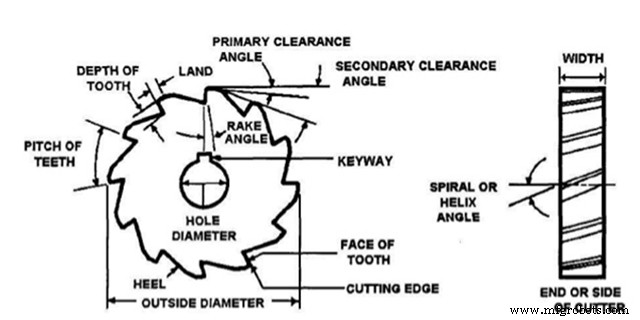
- Le dernier mais non le moindre des paramètres géométriques vient l'angle de la spirale. Pour assurer un fraisage en douceur et réduire la force de fraisage requise pour une application, l'angle de spirale doit être aussi grand que possible.
Amélioration des méthodes de serrage de la pièce
Il existe deux manières d'améliorer le serrage des pièces en aluminium. Dans le cas de pièces cylindriques à parois minces, le serrage avec mandrin auto-centrant à trois griffes provoque des déformations. Par conséquent, la méthode de compression de la face d'extrémité est pratique dans ce cas. La face d'extrémité est comprimée avec une plaque de couverture et serrée avec un écrou. Ceci permet une précision d'usinage satisfaisante.
La deuxième méthode est applicable aux pièces en tôle à paroi mince. Cela implique l'utilisation de ventouses pour obtenir une répartition uniforme de la force de serrage avec la plaque mince. Une méthode complémentaire consiste à utiliser un milieu liquide pour éviter les déformations par serrage. Par exemple, de l'urée fondue avec 3 à 6 % de nitrate de potassium peut être versée sur la pièce. L'alcool ou l'eau peuvent rincer la partie finale pour s'assurer que le milieu liquide est complètement lavé.
Structure de l'outil
- La réduction du nombre de dents de la fraise est importante pour l'usinage de l'aluminium. Cela est dû au haut degré de plasticité de l'aluminium qui entraîne par conséquent une plus grande déformation lors des opérations d'usinage. Les copeaux d'aluminium ont un élément collant qui les fait interférer dans la production de pièces fines avec les tolérances souhaitées. L'espacement accru entre les arêtes de coupe permet aux copeaux plus gros de s'échapper.
- Il est essentiel de maintenir la rugosité de l'arête de coupe à moins de 0,4 µm et de traiter l'arête de coupe avec des opérations de meulage appropriées. Cela éliminera toutes les bavures inutiles, ce qui réduira finalement la dissipation de chaleur et les déformations de coupe.
- Le remplacement ou la remise à neuf de l'outil doit être effectué conformément aux normes. Par conséquent, lorsque la valeur de rugosité de surface dépasse 0,2 mm et lorsque les valeurs de température de coupe dépassent 100 degrés Celsius, l'outil doit être remplacé ou réapprovisionné.
Conseils pour l'opérateur d'usinage
L'importance des compétences d'un opérateur d'usinage ne peut être négligée. C'est pourquoi des fournisseurs de services d'usinage de l'aluminium CNC crédibles peuvent faire une énorme différence malgré l'utilisation des mêmes paramètres d'outillage et de pièce. Voyons ce qu'un opérateur doit prendre en compte lors de l'usinage CNC d'alliages d'aluminium :
- Un opérateur qualifié doit avoir une connaissance approfondie du calcul des taux d'alimentation et des vitesses. La plage de débits et de vitesses d'alimentation est beaucoup plus étroite pour les alliages d'aluminium que pour les autres matériaux. La découpe de l'aluminium nécessite des vitesses de broche élevées, mais les vitesses d'avance dépendent des besoins. Des vitesses de broche plus rapides permettent des forets de plus petit diamètre. Par conséquent, un opérateur qualifié doit avoir de l'expérience dans l'utilisation de formules appropriées pour les vitesses d'avance et les vitesses de broche adaptées à l'usinage de l'aluminium.
- L'usinage de l'aluminium nécessite une approche lente et régulière. La tentation de programmer la machine CNC avec des coupes plus profondes par passe pour une productivité accrue pourrait aller à l'encontre dans le cas de l'aluminium. Le nettoyage des copeaux d'aluminium collants devient une tâche ardue et cela signifie également une mauvaise finition de surface due aux bavures. Un bon opérateur d'usinage CNC agira toujours patiemment pour un meilleur résultat. Il effectuera les calculs appropriés pour les profondeurs de coupe idéales par passe.
- Une attention particulière à l'utilisation du liquide de refroidissement est nécessaire de la part de l'opérateur. De plus, le pré-traitement et le post-traitement des pièces sont nécessaires et l'opérateur doit être patient et prudent pour signaler tout défaut mineur dans les pièces finies afin de maintenir la crédibilité d'un bon prestataire de services d'usinage.
Conclusion
Nous espérons que ce guide complet mais concis sur l'usinage de l'aluminium vous aidera à développer vos connaissances techniques afin que la prochaine fois que vous ferez usiner une pièce en aluminium, vous puissiez discuter techniquement de chaque aspect avec votre fournisseur de services d'usinage de manière très efficace.
commande numérique par ordinateur
- Attaquer l'aluminium :un guide d'usinage
- Différentes méthodes de fabrication de pièces en aluminium
- Qu'est-ce que l'usinage de l'aluminium ? - Outils et opérations
- Améliorer l'usinabilité de l'aluminium
- Trouver de l'aluminium pour l'usinage CNC
- Usinage de plaques d'aluminium :supports, joints et seuils
- Les propriétés d'usinage des nuances d'aluminium 6061
- Usinage du laiton par rapport à l'aluminium :l'avantage de la tradition
- Aluminium pour l'usinage CNC :Connaître les avantages, les inconvénients et les alliages