


Exemple de programmation d'interpolation circulaire 2
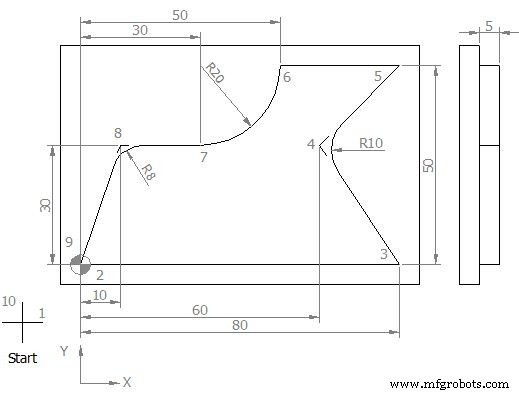
Bien que cet exemple de dessin semble un peu complexe, il est très facile à programmer. Avant de faire cet exercice, vous devez d'abord lire les articles sur l'interpolation circulaire
Articles sur les concepts et la programmation de l'interpolation circulaire
- Concepts et programmation de l'interpolation circulaire 1 (Concepts)
- Concepts d'interpolation circulaire et programmation, partie 2 (utilisation de R)
- Concepts d'interpolation circulaire et programmation, partie 3 (utilisation de I J K)
- Concepts et programmation de l'interpolation circulaire, partie 4 (R inconnu)
- Concepts et programmation de l'interpolation circulaire 5 (exemples)
- Concepts et programmation de l'interpolation circulaire 6 (utilisations et exercices)
et exercice no. 1
- Exemple de programmation d'interpolation circulaire 1
Après avoir lu cela, vous serez à l'aise pour comprendre cet exemple de programme. c'est un travail très simple et basique.
Exemple de programmation d'interpolation circulaire 2
Exemple de programmation d'interpolation circulaire 2
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 X0 Y0 M08 N40 X80 Y0 N45 X60 Y30 U10 N50 X80 Y50 N55 X50 Y50 N60 G02 X30 Y30 U20 N65 G01 X10 Y30 U8 N70 X0 Y0 N75 G40 X-20 Y-20 N80 G00 Z50 M09 N85 Y100 N90 M30
Pièce finie
Après avoir terminé le processus d'usinage, votre travail ressemblera à ceci.
Partie terminée
Explication du code G CNC
G00 :Déplacement rapide.
G54 :Décalage zéro no. 1.
G64 :Mode contour continu.
G90 :Système de cotation absolue.
G17 :Sélection du plan X-Y.
G42 :Activation de la compensation du rayon de fraise (mouvement à droite)
G40 :Compensation de rayon de fraise désactivée
G02 :Interpolation circulaire sens horaire
G03 :Interpolation circulaire sens anti-horaire (sens anti-horaire)
S :Vitesse de broche
F :Axe mouvement d'avance
M :Mouvement de la fraise (3=sens horaire, 4=sens anti-horaire)
D :Outil n°
M08 :Arrosage activé
M09 :Arrosage désactivé
M30 :Fin du programme principal
commande numérique par ordinateur
- Exemple de programmation CNC de tour
- Programmation CNC pour débutants un exemple de programmation CNC
- Exemple de programmation de tour CNC
- Exemple de programmation de tour CNC Fanuc
- Exemple de programmation CNC G Code G02 Interpolation circulaire dans le sens des aiguilles d'une montre
- Exemple de programme CNC G03 Interpolation circulaire
- G02 G03 Exemple de programme d'interpolation circulaire de code G
- Codes de programmation CN DIN 66025
- Exemple de programmation par électroérosion à fil