


Exemple de programme de cycle de finition Haas G72 Type I Rough et G70 – Compatible Fanuc
Exemple de programmation de tour Haas pour illustrer l'utilisation et la programmation du cycle de surfaçage grossier Haas G72 Type I/cycle de finition G70.
Le code ci-dessus fonctionnera également sur les machines de tour cnc avec contrôle cnc Fanuc avec peu ou pas de changement.
Tous les codes G / M-code qui sont utilisés dans cet exemple de programmation de tour Haas sont donnés ci-dessous avec une description.
Exemple de programme de cycle de surfaçage Haas G72 Type I Rough G70
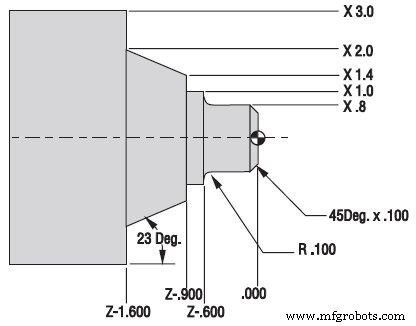
Exemple de programme Haas G72 Type I Rough et G70 Finish Face
O00096 N1 (G72 ROUGHING FACE) N2 G53 G00 X0. Z0. T0 (Sending home for a tool change) N3 T101 (O.D. TOOL x .031 TNR) (Select Tool 1 Offset 1) N4 G50 S3000 N5 G97 S450 M03 N6 G54 G00 X3.1 Z0.1 M08 (Rapid to start point above part stock) N7 G96 S370 N8 G72 P9 Q18 U0.01 W0.01 D0.06 F0.012 (G72 Rough Facing Cycle with TNC) N9 G41 G00 Z-1.6 (Starting sequence number defined by P8 in G72 and G70) N10 G01 X2. F0.008 N11 X1.4 Z-0.9 N12 X1. N13 Z-0.6 N14 G03 X0.8 Z-0.5 R0.1 N15 G01 Z-0.1 N16 X0.6 Z0. N17 X-0.062 N18 G40 G00 Z0.1 (End of part path geometry defined with P17 in G72 and G70) N19 G97 S450 M09 N20 G53 G00 X0. Z0. T0 (Sending home for a tool change) N21 M01 (Optional Stop) N22 (G70 FINISHING FACE) N23 G53 G00 X0. Z0. T0 (Sending home for a tool change) N24 T202 (O.D. TOOL x .015 TNR) (Select Tool 2 Offset 2) N25 G50 S3000 N26 G97 S450 M03 N27 G54 G00 X3.1 Z0.1 M08 (Rapid to start point) N28 G96 S420 N29 G70 P9 Q18 (Finish Facing with G70 Finish Cycle) N30 G97 S450 M09 N31 G53 G00 X0. Z0. T0 (Sending home for a tool change) N32 M30 ( End of Program and Reset)
Codes G
G00 Mouvement de déplacement rapide.
G01 Mouvement d'interpolation linéaire.
G03 Interpolation circulaire – dans le sens inverse des aiguilles d'une montre.
G41 Compensation de nez d'outil à GAUCHE de la trajectoire programmée.
G40 Compensation de nez d'outil ANNULER.
/>G50 Limite de régime maximum de la broche.
G53 Décalage des coordonnées de positionnement du point zéro de la machine.
G54 Coordonnée de positionnement du décalage de travail #1 (réglage 56)
G72 Cycle d'enlèvement de matière de la face finale.
G70 Cycle de finition.
G96 Vitesse de surface constante activée.
G97 Vitesse de surface constante annulée.
Codes M
M01 Arrêt du programme facultatif.
M03 Démarre la broche EN AVANT.
M30 Fin du programme et réinitialisation au début du programme.
commande numérique par ordinateur
- Exemple de programme CNC de cycle de rainurage Fanuc G75
- Exemple de programme CNC de cycle de répétition de motif CNC Fanuc G73
- Exemple de programmation CNC avec cycle de tournage d'ébauche Fanuc G71 et G70
- CNC Fanuc G72 Cycle fixe Façage
- Exemple de programme CNC Fanuc
- Fanuc G70 G71 Exemple de programme de cycle de tournage d'ébauche et de finition
- G90 Cycle de tournage Fanuc – Exemple de code de programme CNC
- Exemple de programme Haas G71
- G72 Face Cycle Format une ligne pour Fanuc 10T 11T 15T