


Exemple de programmation directe CNC Fanuc de profil (angles et bords arrondis)
Soumis par :BEATA
Résumé
Exemple de programme CNC pour montrer comment les angles directs peuvent être donnés dans un programme CNC
Dessin/Image
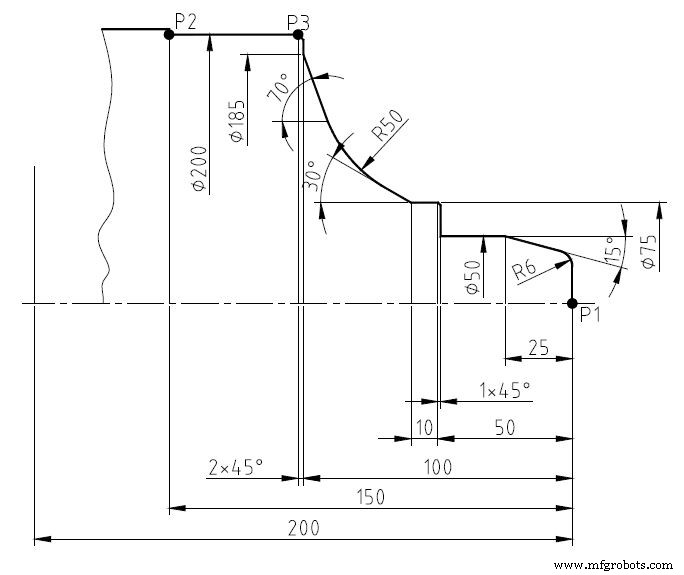
Programme CNC
O0012; N10 G10 P0 Z-200; N20 T303; (PROFILING) N30 G50 S2200; N40 G96 G99 S230 F0.12 M4 M8 M200; N50 G0 X0 Z3; N60 G1 Z0 ; (P1) N70 ,A90 R6; (FIRST ANGLE) N80 X50 Z-25 ,A165; (SECOND ANGLE A165 comes from 180°-15°=165°) N90 ,A180 N100 X75 Z-49 ,A90 ,C1; N110 Z-60; N120 ,A150 R50; (A150 comes from 180°-30°=150°) N130 X185 Z-100 ,A110; (A110 comes from 180°-70°=110°) N140 ,A90 ,C2; N150 X200 Z-150 ,A180; (P2) N160 G0 X250 Z200 M30;
commande numérique par ordinateur
- Exemple de programme CNC de cycle de rainurage Fanuc G75
- Exemple de programme CNC de cycle de répétition de motif CNC Fanuc G73
- Exemple de programmation CNC avec cycle de tournage d'ébauche Fanuc G71 et G70
- Exemple de programmation CNC de tour
- Programmation CNC pour débutants un exemple de programmation CNC
- Exemple de programme CNC Fanuc
- Exemple de programmation de tour CNC
- Fanuc G21 Mesure en millimètres avec un exemple de programmation de tour CNC
- Bases de la programmation CNC – Tutoriels avec un exemple de code de programme