


Perçage d'un bloc en deux étapes avec le cycle de perçage G81
Exemple de programme de cycle de perçage G81 qui montre comment un bloc étagé peut être percé de manière économique.
Le code du programme cnc est explicite, aucune technique complexe n'est utilisée.
G81 Bloc de perçage en deux étapes
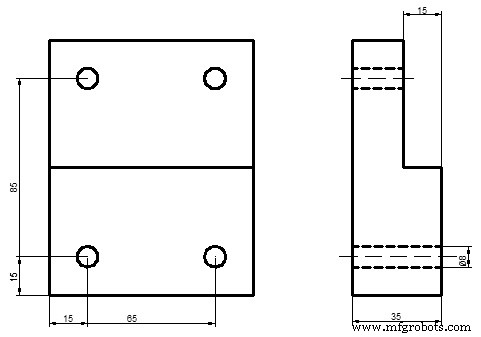
G81 Bloc de perçage en deux étapes
N10 T4 M6 (TWIST DRILL 8”) N15 G90 G54 G00 X15 Y15 N20 S1000 M3 F100 N25 G43 H01 Z2 M8 N30 G81 R2 Z-42 N35 X65 N40 Y85 R-13 N45 X15 N50 G80 Z50 M5 N55 M30
Profondeur d'avance et de coupe pour l'usinage de finition à l'ébauche Recommandations de Sandvik Coromant
Exemple de programmation d'interpolation circulaire 1
commande numérique par ordinateur
- Perçage au tour CNC simple avec cycle de perçage Peck Fanuc G74
- Filetage conique avec cycle de filetage Fanuc G76
- Tutoriel de programmation CNC du cycle de perçage frontal G74
- Filetage conique avec cycle de filetage G92
- Perçage profond ECS G83/r avec temporisation pour le cycle de bris de copeaux
- ECS G83 Forage profond avec cycle de dégagement
- Perçage ECS G82 avec temporisation pour le cycle de bris de copeaux
- ECS G81/3 – Cycle de perçage 3 couches
- Cycle de perçage standard ECS G81