


Concepts et programmation de l'interpolation circulaire, partie 3 (utilisation de I J K)
3ème partie d'articles multi-séries "Concepts et programmation d'interpolation circulaire".
Cette partie explique brièvement comment les machinistes cnc peuvent calculer et programmer interpolation circulaire G02 G03 avec l'utilisation de I J et K .
Lire les autres parties de cet article
- Concepts et programmation de l'interpolation circulaire 1 (Concepts)
- Concepts d'interpolation circulaire et programmation, partie 2 (utilisation de R)
- Concepts d'interpolation circulaire et programmation, partie 3 (utilisation de I J K)
- Concepts et programmation de l'interpolation circulaire, partie 4 (R inconnu)
- Concepts et programmation de l'interpolation circulaire 5 (exemples)
- Concepts et programmation de l'interpolation circulaire 6 (utilisations et exercices)
Interpolation Circulaire G02 G03 I, J, K Concepts &Programmation
L'axe de l'Arc doit être parallèle à l'axe X, Y ou Z du système de coordonnées de la machine. L'axe ou le plan perpendiculaire à l'axe est sélectionné avec G17 (axe Z, plan XY), G18 (axe Y, plan XZ) ou G19 (axe X, plan YZ). I, J et K sont les décalages par rapport à l'emplacement actuel. À un moment donné, seuls deux parmi I, J et K seront utilisés. Cela dépendra du plan d'arc sélectionné
- G17 – Utilisez I et J
- G18 – Utilisez I et K
- G19 – Utilisez J et K
Les arguments I, J et K spécifient la DISTANCE entre le POINT DE DÉPART DE L'ARC et le POINT CENTRAL de l'arc. Notez que le point de départ de l'arc N'EST PAS DONNÉ dans une commande G02 ou G03. Le point de départ est déterminé par l'emplacement de l'outil de coupe lorsque la commande est implémentée. De plus, le point central n'est jamais donné explicitement dans la commande. I, J et K sont des DISTANCES. Si la géométrie du cercle est impossible (à .0001 près), une erreur est généralement renvoyée.
La figure suivante montre les quatre quadrants du cercle et le calcul I, J du point de départ au point final. Le rayon du cercle est de 50 mm.
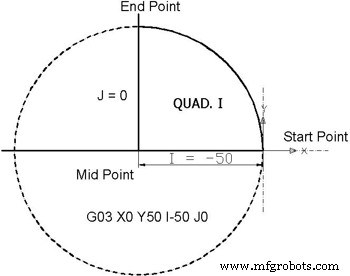 Quad I de 0⁰ à 90⁰ – Concepts d'interpolation circulaire
| ||||||||||||
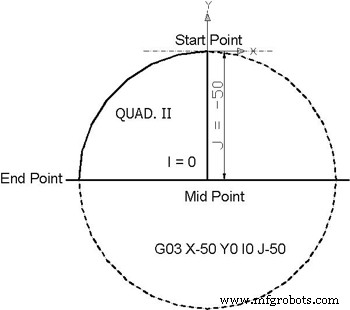 Quad II de 90⁰ à 180⁰ – Concepts d'interpolation circulaire
| ||||||||||||
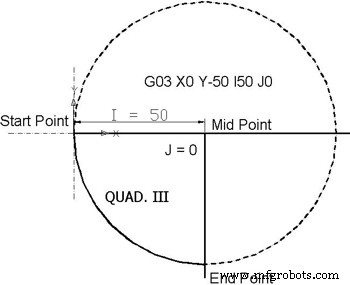 Quad III de 180⁰ à 270⁰ – Concepts d'interpolation circulaire
| ||||||||||||
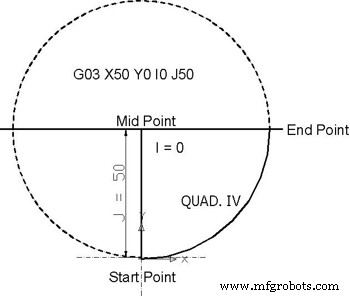 Quad IV de 270⁰ à 0⁰ – Concepts d'interpolation circulaire
| ||||||||||||
Lire les autres parties de cet article
- Concepts et programmation de l'interpolation circulaire 1 (Concepts)
- Concepts d'interpolation circulaire et programmation, partie 2 (utilisation de R)
- Concepts d'interpolation circulaire et programmation, partie 3 (utilisation de I J K)
- Concepts et programmation de l'interpolation circulaire, partie 4 (R inconnu)
- Concepts et programmation de l'interpolation circulaire 5 (exemples)
- Concepts et programmation de l'interpolation circulaire 6 (utilisations et exercices)
commande numérique par ordinateur
- Programmation C++ :Qu'est-ce que C++ | Apprendre les concepts de base du C++
- Le logiciel d'imbrication propulse la productivité de la programmation de pièces
- Exemple de programmation CNC G Code G02 Interpolation circulaire dans le sens des aiguilles d'une montre
- Exemple de programme CNC G03 Interpolation circulaire
- G02 G03 Exemple de programme d'interpolation circulaire de code G
- Didacticiel d'interpolation circulaire CNC G02 G03
- Exemple de programme de fraisage CNC à interpolation circulaire CNC G02 dans le sens des aiguilles d'une montre
- Interpolation circulaire de fraisage CNC G02 G03 Exemple de programme de code G
- Codes de programmation CN DIN 66025