


HEIDENHAIN PROGRAMMATION TNC Exercice d'arc circulaire
Soumis par :Machiniste
Dessin/Image
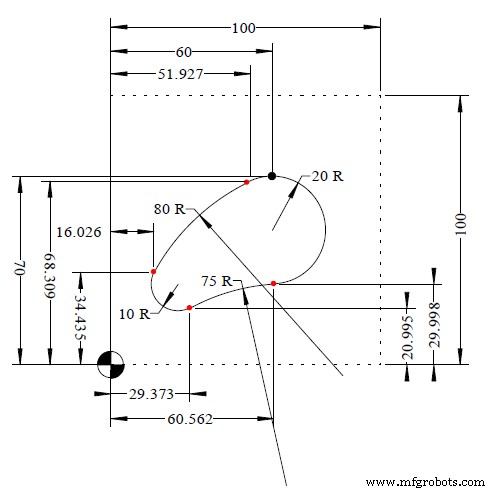
Programme CNC
0 BEGIN PGM 10110 MM 1 BLK FORM 0.1 Z X+0 Y+0 Z-40 2 BLK FORM 0.2 X+100 Y+100 Z+0 3 TOOL DEF 1 4 TOOL CALL 1 Z S1000 5 L M6 6 L X+60 Y+120 R0 FMAX M3 7 L Z-20 FMAX 8 APPR? 9 CR X+60.562 Y+29.998 R+20 DR- 10 CR X+29.373 Y+20.995 R+75 DR+ 11 CR X+16.026 Y+34.435 R+10 DR- 12 CR X+51.927 Y+68.309 R+80 DR- 13 CR X+60 Y+70 R+20 DR- 14 DEP? 15 TOOL CALL 0 16 L M6 17 L M30 18 END PGM 10110 MM
HEIDENHAIN TNC PROGRAMMATION Exercice polaire linéaire
HEIDENHAIN TNC PROGRAMMATION Exercice d'arc tangentiel
commande numérique par ordinateur
- Exercice de programmation d'arc CNC
- Concepts et programmation d'interpolation circulaire, partie 2 (utilisation de R)
- HEIDENHAIN TNC PROGRAMMING Exercice d'arrondi d'angle (rayon de raccordement)
- Exercice sur la LIGNE DE PROGRAMMATION TNC HEIDENHAIN
- HEIDENHAIN PROGRAMMATION TNC Exercice de chanfrein
- Exercice de programmation Heidenhain Flex K
- Exercice de fraisage hélicoïdal Programmation conversationnelle Heidenhain
- Exercice d'imbrication d'étiquettes Heidenhain Conversational Programming
- Exercice de sous-programme Heidenhain Conversational Programming