


Positionnement de mouvement rapide Haas G00 – Haas Mill
Positionnement de mouvement rapide Haas G00 – Haas Mill
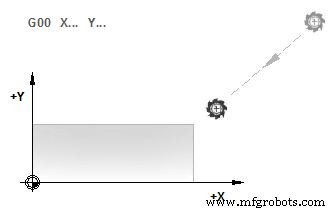
G00 Le code G est utilisé pour déplacer l'axe de la machine à la vitesse maximale. G00 est principalement utilisé pour positionner rapidement la machine à un point donné avant chaque commande d'avance (coupe) (tous les mouvements sont effectués à pleine vitesse rapide).
Programmation
G00 X... Y... Z... A...
Paramètres
| Paramètre | Description |
|---|---|
| X… Y… Z… A… | Axe de fraisage Haas |
Haas G00 Positionnement de mouvement rapide – Haas Mill
Données de code G
| modal/non modal | Groupe de codes G |
|---|---|
| modale | 01 |
G00 Le code G est modal, donc un bloc avec G00 entraîne tous les blocs suivants en mouvement rapide jusqu'à ce qu'un autre code du groupe 01 soit spécifié.
Séquence d'opérations
Remarque sur la programmation :Généralement, le mouvement rapide ne se fera pas en ligne droite. Chaque axe spécifié est déplacé à la même vitesse, mais tous les axes ne termineront pas nécessairement leurs mouvements en même temps. La machine attendra que tous les mouvements soient terminés avant de lancer la commande suivante.
Remarques
Les commandes de position incrémentielles ou absolues (G90 ou G91) modifieront la manière dont ces valeurs de mouvement d'axe sont interprétées. Le réglage 57 (Exact Stop Canned X-Y) peut modifier le temps d'attente de la machine pour un arrêt précis avant et après un mouvement rapide.
Exemples de programmation
G00 X1.0 Y#1
G00 G90 X1.0 Y1.0 Z.05 S1000 M03
G00 Z0.1 M09 G28 G91 Y0. Z0.
G00 G90 G54 X1. Y0 Z-18.
commande numérique par ordinateur
- Histoire de Haas
- Prototypage rapide :soustractif ou additif
- Qu'est-ce que le Prototypage Rapide ?
- Caractéristiques du prototypage aérospatial
- Déplacement rapide CNC G-Code G00
- Comment importer un fichier DXF dans une fraiseuse CNC Haas
- Codes M Haas Mill
- Quiz sur les réglages de la fraiseuse CNC Haas – Testez vos connaissances sur les réglages Haas
- Entrée utilisateur interactive Haas M109 – Usine Haas