


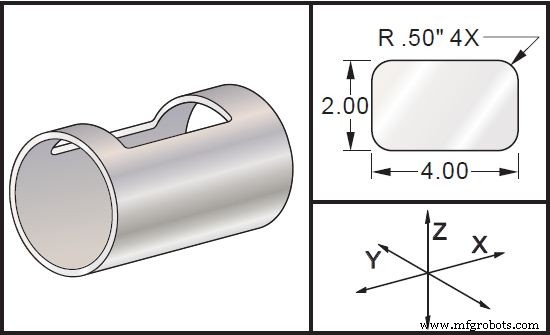
Exemple de programme de cartographie cylindrique Haas Mill G107
Soumis par :Machiniste
Dessin/Image
Programme CNC
(G170 parameters) (X X-axis command) (Y Y-axis command) (Z Z-axis command) (A A-axis command) (Q Diameter of cylindrical surface) (R Radius of rotary axis) % O0079 (G107 TEST) T1 M06 (.625 DIA. 2FL E.M.) G00 G40 G49 G80 G90 G28 G91 A0 G90 G00 G54 X1.5 Y0 S5000 M03 G107 A0 Y0 R2. (IF NO R OR Q VALUE, MACHINE WILL USE VALUE IN SETTING 34) G43 H01 Z0.25 G01 Z-0.25 F25. G41 D01 X2. Y0.5 G03 X1.5 Y1. R0.5 G01 X-1.5 G03 X-2. Y0.5 R0.5 G01 Y-0.5 G03 X-1.5 Y-1. R0.5 G01 X1.5 G03 X2. Y-0.5 R0.5 G01 Y0. G40 X1.5 G00 Z0.25 M09 M05 G91 G28 Z0. G28 Y0. G90 G107 M30 %
Douille avec filetage Exercice de programme CNC Fanuc 21i
Exemple de programme d'interpolation cylindrique Mitsubishi CNC G07.1
commande numérique par ordinateur
- Exemple de programme CNC Fanuc
- Exemple de programme Haas G71
- Exemple de programme de commande d'arc de trou de boulon Haas CNC G71
- Appel de sous-programme Haas M98 avec exemple de code de base
- Appel de sous-programme local Haas CNC M97 avec exemple de programme CNC
- Comment usiner un cercle complet de code d'exemple de programme CNC
- Moulin d'exemple de code G – Exemple de programme de code G pour débutants
- Manuel Haas Mill – Opérateurs et programmation
- Codes M Haas Mill