


Exemple de programme d'interpolation cylindrique Mitsubishi CNC G07.1
Soumis par :Machiniste
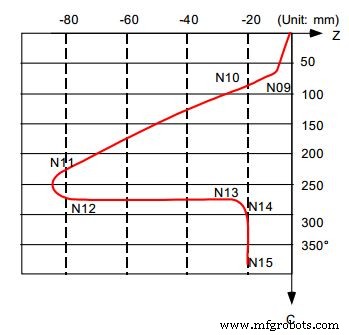
Dessin/Image
Programme CNC
N01 G28 XZC; N02 T0202; N03 G97 S100 M23; N04 G00 X50. Z0.; N05 G94 G01 X40. F100.; N06 G19 C0 Z0; N07 G07.1 C20.; N08 G41; N09 G01 Z-10. C80. F150; N10 Z-25. C90.; N11 Z-80. C225; N12 G03 Z-75. C270. R55.; N13 G01 Z-25; N14 G02 Z-20. C280. R80.; N15 G01 C360. N16 G40; N17 G07.1 C0; N18 G01 X50.; N19 G0 X100. Z100.; N20 M25; N21 M30;
Exemple de programme de cartographie cylindrique Haas Mill G107
Exemple de programme d'interpolation cylindrique Fanuc G07.1
commande numérique par ordinateur
- Exemple de programme CNC de cycle de répétition de motif CNC Fanuc G73
- Exemple de programme CNC Fanuc
- Exemple de programmation de tour CNC
- Exemple de programmation CNC en pouces Programme de tour CNC simple
- Exemple de programme CNC G03 Interpolation circulaire
- Exemple de programme de cycle de perçage CNC G81
- Interpolation circulaire de fraisage CNC G02 G03 Exemple de programme de code G
- G01 Chanfrein et arrondi d'angle dans un exemple de programme CNC
- Fraisage de rainures d'un exemple de programme CNC