Fabrication industrielle
Technologie industrielle

OBJECTIF Après avoir terminé cette unité, vous devriez être en mesure de : • Déterminer la profondeur de passe. • Décrire comment couper un fil correct. • Expliquer comment calculer le pas, la profondeur et le petit diamètre, la largeur du méplat. • Décrire comment régler le régime correct. •
OBJECTIF Après avoir terminé cette unité, vous devriez être en mesure de : • Décrire la procédure de tapotement. • Déterminez le RPM pour le tapotement. • Décrivez le remplissage et le polissage. • Décrire le serrage avancé. Appuyer sur Le taraudage consiste à couper un filetage à lintérieu

OBJECTIF Après avoir terminé cette unité, vous devriez être en mesure de : • Décrire le tournage débauche et de finition. • Décrivez lépaule tournante. • Décrivez la coupe de parementure. • Expliquez comment configurer lexercice central/point. • Expliquez comment configurer pour ennuyeux. • E

OBJECTIF Après avoir terminé cette unité, vous devriez être en mesure de : • Décrire différents types de mandrins. Mandrins : Certaines pièces, en raison de leur taille et de leur forme, ne peuvent pas être maintenues et usinées entre les pointes du tour. Les mandrins en mousse sont largement u
OBJECTIF Après avoir terminé cette unité, vous devriez être en mesure de : • Décrivez la vitesse, lavance et la profondeur de coupe. • Déterminer le RPM pour différents matériaux et diamètres. • Décrivez le fédéré pour le tournage. • Décrivez la vitesse de réglage. • Décrivez le flux de paramè
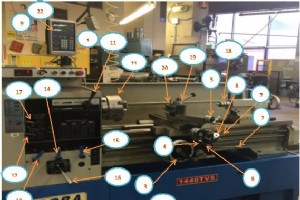
Unité 1 :Le tour à moteur OBJECTIF Après avoir terminé cette unité, vous devriez être en mesure de : • Identifiez les parties les plus importantes du tour et leurs fonctions. • Comprendre les règles de sécurité du tour. • Décrire la configuration dun outil de coupe pour lusinage. • Décrire le m
OBJECTIF Après avoir terminé cette unité, vous devriez être en mesure de : Identifier la tête dalésage décalée Expliquer comment corriger la configuration de la table rotative. Tête dalésage décalée Lalésage décalé est un accessoire qui sadapte à la broche de la fraiseuse et permet à la plupart

Objectif Après avoir terminé cette unité, vous devriez être en mesure de : Comprendre le principe de la barre sinusoïdale. Expliquer comment utiliser correctement une barre sinusoïdale. Comprendre les cales de jauge de glissement et lessorage. Calculer la hauteur du bloc de jauge. La barre sinus
Objectif Après avoir terminé cette unité, vous devriez être en mesure de : Identifier et sélectionner les configurations et les opérations de la fraiseuse verticale pour une variété de tâches dusinage. Sélectionnez une vitesse de coupe appropriée pour différents types de matériaux. Calculez les v

Objectif Après avoir terminé cette unité, vous devriez être en mesure de : Décrire comment déplacer la tête du broyeur. Expliquez comment indiquer létau. Expliquez lutilisation des pinces à ressort. Décrivez la différence entre le fraisage ascendant et le fraisage conventionnel. Expliquer comment

Description La fraiseuse est lune des machines les plus polyvalentes de latelier. Ils sont généralement utilisés pour fraiser des surfaces planes, mais ils peuvent également être utilisés pour usiner des surfaces irrégulières. De plus, la fraiseuse peut être utilisée pour percer, aléser, couper de

Loutillage est lépine dorsale de moulage par injection plastique . Sans une conception doutil appropriée, votre pièce en plastique ne serait jamais mise à léchelle correctement. Une conception doutil de qualité peut vous faire économiser énormément de temps et dargent pendant la production. Avant d

Le moulage par insertion est un autre processus de moulage par injection de plastique qui combine différents matériaux en un seul objet. Contrairement surmoulage , qui implique un processus en deux étapes pour créer un résultat similaire, le moulage par insertion nest quune étape. Nous avons rassem

Les fabricants utilisent le moulage par injection de plastique depuis plus de 150 ans dans tous les aspects de la fabrication. Au fur et à mesure que le monde du moulage plastique se développait, le besoin de pratiques de moulage supplémentaires augmentait pour combler les lacunes là où le moulage p

Le moulage par injection assistée par gaz est une technique spécialisée dans le moulage par injection plastique famille. Jaime moulage de mousse structurelle , lassistance au gaz crée une pièce plus légère et peu coûteuse par rapport au moulage par injection traditionnel. Compte tenu de sa polyva

Moulage structurel en mousse, comme assistance au gaz , est un autre processus de fabrication dans le moulage par injection plastique famille. Le processus crée une pièce singulière grande et complexe qui nécessite normalement de nombreux composants pour être complétée. Dans cet article, nous pas
Fondée en 1981, Synectic Product Development sest bâtie une solide réputation en tant que société de conception et de développement de produits à service complet axée sur la conception, la recherche, le développement et la fabrication de dispositifs médicaux et de produits de consommation. Alors qu
Quel que soit votre produit, lobjectif final est darriver à la production. Assurez-vous que votre produit est prêt en regardant ce webinaire gratuit. Le président de Synectic, Adam Lehman, explorera les erreurs courantes que commettent les entreprises lorsquelles commencent la transition vers la fab

La phase de production pilote est le début de la fin du développement du produit. La production pilote est à deux pas de la fabrication sous contrat et est utilisée à la fin du développement technique lors de lintroduction dun nouveau produit pour tester de nouvelles méthodes, processus de productio

DFM signifie conception pour la fabrication et fait partie du processus de développement de produit lancé lorsque votre conception passe du développement de prototype à lintroduction dun nouveau produit. Lorsquil est fait correctement, il peut réduire considérablement votre temps et vos coûts de fab
Technologie industrielle