


5 Unité 4 :Tête d'alésage décalée
OBJECTIF
Après avoir terminé cette unité, vous devriez être en mesure de :
- Identifier la tête d'alésage décalée
- Expliquer comment corriger la configuration de la table rotative.
Tête d'alésage décalée
L'alésage décalé est un accessoire qui s'adapte à la broche de la fraiseuse et permet à la plupart des trous percés d'avoir une meilleure finition et une plus grande précision de diamètre. La tête d'alésage décalée est utilisée pour créer un grand trou lorsque la tolérance ne permet pas un foret ou n'a pas un foret ou un alésoir assez grand. Une tête d'alésage décalée peut être utilisée pour agrandir le trou ou ajuster l'axe du trou dans certains cas.
Sécurité :
Assurez-vous que toutes les vis de réglage sont serrées avant l'utilisation. Assurez-vous que la tête d'alésage décalée a un dégagement pour s'insérer dans le trou lors de l'alésage. Retirez la clé Allen avant de tourner le moulin. Vérifiez à nouveau la vitesse du broyeur avant de l'utiliser.
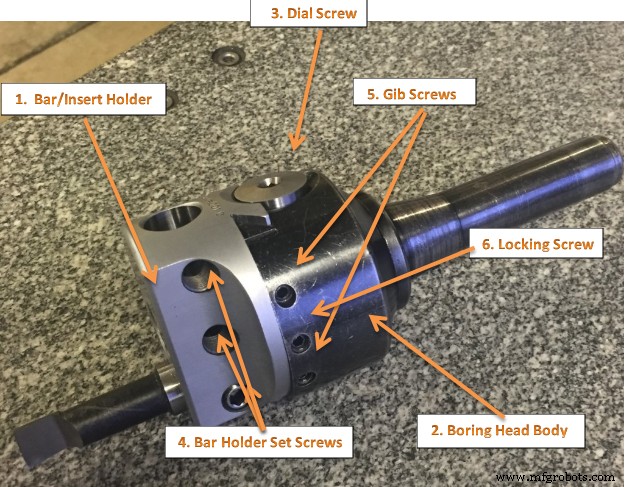
Figure 1. Tête d'alésage décalée
TÊTE D'ALÉSAGE DÉCALÉE ET OUTILS
La figure 1 montre une tête d'alésage décalée. Notez que la barre d'alésage peut être ajustée selon un axe à angle droit. Cette fonctionnalité permet de positionner la fraise aléseuse avec précision pour percer des trous de différents diamètres.
Ce réglage est plus pratique que de régler la fraise dans le support de barre d'alésage ou de changer la barre d'alésage. Un autre avantage de la tête d'alésage décalée est le fait que le collier micrométrique gradué permet à l'outil d'être déplacé avec précision d'une quantité spécifiée, généralement par incréments de (0,001) sans l'utilisation d'un comparateur à cadran ou d'un autre appareil de mesure.
Tête d'alésage décalée
A Boring Heads a trois composants principaux :
- corps de tête ennuyeux
- support de barre/support d'insert
- vis de cadran
Le corps de la tête d'alésage a une finition en oxyde noir pour la prévention de la rouille. Le support de barre ou le support d'insert (#1) a été chromé satiné pour résister à l'usure. La vis de cadran (#3) a été meulée avec précision pour donner un mouvement précis du support de barre/support d'insert dans la glissière en queue d'aronde. La tension du lardon a été préréglée en usine. Les deux vis de lardon (#5) ne doivent pas être desserrées pour faire des ajustements de taille. Ces vis servent uniquement à régler la pression du lardon et sont remplies de cire rouge pour éviter tout réglage accidentel. La vis de blocage (#6) est la seule vis utilisée pour modifier la taille de la tête d'alésage.
Réglage du diamètre
Pour régler le diamètre d'une tête d'alésage standard Allied Criterion :
1. Desserrez la vis de blocage (#6).
2. Tournez la vis du cadran (#3) dans le sens horaire pour augmenter le diamètre et dans le sens antihoraire pour diminuer le diamètre.
3. Serrez la vis de blocage (#6). Réglage des têtes d'alésage standard
Procédure :
- Mettre en place et aligner soigneusement le travail parallèlement à la course de la table.
2. Alignez le centre de la broche de la fraiseuse avec le point de référence sur la pièce.
3. Repérez l'emplacement du trou avec une perceuse à centrer ou un outil de repérage.
4. Trou percé de plus de ½ pouce, assurez-vous que la tête d'alésage décalée a un dégagement pour s'insérer dans le trou lors de l'alésage.
5. Installez la tête d'alésage dans la fraiseuse.
6. Installez la barre d'alésage et serrez la vis de réglage et desserrez la vis de blocage et ajustez la barre d'alésage au bord du trou.
7. Revérifiez l'alignement du travail, ainsi que l'alignement de la broche avec le point de référence, pour vous assurer qu'il ne s'est pas décalé. Si une erreur est évidente, il sera nécessaire de répéter la procédure 6 avant le traitement.
8. Ajustez la vitesse de la fraiseuse en fonction de la taille du trou et du matériau.
9. Engagez l'alimentation de la vis sans fin sur le moulin. Apportez la plume au matériau. Tirez la poignée pour engager l'alimentation électrique. Lorsque vous avez atteint la profondeur souhaitée, repoussez la main pour désengager l'avance, puis éteignez le broyeur. Retirez la tête ennuyeuse du trou.
10. Terminez le trou de forage à la taille requise.
REMARQUE : Répétez les procédures 6 à 9 jusqu'à ce que le trou atteigne la taille souhaitée.
Table rotative
Une table rotative peut être utilisée pour créer des arcs et des cercles. Par exemple, la rainure en T circulaire dans la base pivotante d'un étau peut être réalisée à l'aide d'une table rotative. Les tables rotatives peuvent également être utilisées pour l'indexation, où une pièce doit être tournée d'une quantité exacte entre les opérations. Vous pouvez fabriquer des engrenages sur une fraiseuse à l'aide d'une table rotative. Les plateaux diviseurs facilitent l'indexation avec une table rotative.
Les tables rotatives sont le plus souvent montées "à plat", la table tournant autour d'un axe vertical, dans le même plan que la fraise d'une fraiseuse verticale. Une configuration alternative consiste à monter la table rotative sur son extrémité (ou à la monter "à plat" sur une plaque à angle de 90°), de sorte qu'elle tourne autour d'un axe horizontal. Dans cette configuration, une poupée mobile peut également être utilisée, maintenant ainsi la pièce "entre les pointes".
Avec la table montée sur une table secondaire, la pièce est centrée avec précision sur l'axe de la table rotative, qui à son tour est centrée sur l'axe de l'outil de coupe. Les trois axes sont donc coaxiaux. À partir de ce point, la table secondaire peut être décalée dans la direction X ou Y pour régler la fraise à la distance souhaitée par rapport au centre de la pièce. Ceci permet des opérations d'usinage concentriques sur la pièce. Placer la pièce de manière excentrique à une distance définie du centre permet de couper des courbes plus complexes. Comme avec d'autres configurations sur une fraiseuse verticale, l'opération de fraisage peut être soit le perçage d'une série de trous concentriques et éventuellement équidistants, soit le surfaçage ou le fraisage en bout de formes et de contours circulaires ou semi-circulaires.
Une table rotative peut être utilisée :
- Pour usiner des plats de clé sur un boulon
- Pour percer des trous équidistants sur une bride circulaire
- Pour couper une pièce ronde avec une soie saillante
- Pour créer des trous de grand diamètre, via le fraisage dans un parcours d'outil circulaire, sur de petites fraiseuses qui n'ont pas la puissance nécessaire pour entraîner de grands forets hélicoïdaux (>0,500 ″/>13 mm)
- Pour fraiser des hélices
- Pour couper des courbes complexes (avec une configuration appropriée)
- Pour couper des lignes droites à n'importe quel angle
- Pour couper des arcs
- Avec l'ajout d'une table composée au-dessus de la table rotative, l'utilisateur peut déplacer le centre de rotation n'importe où sur la pièce à couper. Cela permet de couper un arc à n'importe quel endroit de la pièce.
- Pour couper des pièces circulaires
Configurer une table rotative
Lors de l'utilisation d'une table rotative sur une fraiseuse, que ce soit pour fraiser un arc ou percer des trous dans un motif circulaire, il y a deux choses qui doivent être faites pour configurer la pièce. Tout d'abord, la pièce doit être centrée sur la table rotative. Deuxièmement, la table rotative doit être centrée sous la broche. Ensuite, la table de fraisage peut être déplacée sur une distance appropriée et vous pouvez commencer à couper.
Vous pouvez d'abord centrer la table sous la broche en désignant le trou au centre de la table. Ensuite, vous pouvez monter la pièce sur la table et indiquer la pièce. Il y a deux problèmes avec cette approche. Tout d'abord, vous supposez que le trou dans la table est vrai et centré. Cela peut être vrai ou non. Deuxièmement, cette approche risque une sorte d'accumulation d'erreurs, car vous mesurez à partir de deux caractéristiques différentes (le trou de la table rotative et une caractéristique sur la pièce). Centrez d'abord la pièce sur la table rotative, puis centrez la table rotative sous la broche.
Pour centrer la pièce sur la table rotative, faites tourner la table rotative et surveillez la déviation de l'aiguille de l'indicateur. Ajustez la position de la table de fraisage (X et Y) selon les besoins, jusqu'à ce que l'aiguille ne dévie plus.
Vous composez une table rotative en plaçant un indicateur de test à cadran dans un mandrin ou une pince dans la broche, qui est ensuite tourné à la main avec la pointe de l'indicateur en contact avec le trou de la table rotative. Si votre machine peut être désengagée, cela aide à le faire, de sorte que la broche oscille librement. Il est évidemment plus facile d'utiliser un mandrin de perçage qu'une pince de serrage, vous avez donc quelque chose que vous pouvez tourner facilement. Effectuez vos réglages à l'aide des volants de la selle et de la table.
Une fois que vous avez localisé le centre (l'indicateur lira la même chose lorsque vous faites tourner la broche, c'est une très bonne idée de régler vos deux cadrans sur "0", au lieu de marquer un emplacement aléatoire. Assurez-vous également que le jeu est correctement réglé . Réglez le cadran sur la lecture dans le sens positif afin qu'il soit facile de compter les changements et que vous n'ayez jamais à vous souvenir de la manière dont vous avez choisi de régler le jeu. Je marque également toujours la table et la selle avec un crayon de cire afin que je sache où centre est situé. Cela vous indique quand arrêter de tourner la poignée lorsque "0" arrive si vous voulez ramener la table au centre pour charger une autre pièce.
Une fois que vous avez localisé le centre de la table et que vous avez réglé les cadrans et verrouillé la table et la selle, vous avez généralement une caractéristique de votre part que vous souhaitez centrer. Dans certains cas, il peut s'agir d'un trou, dans d'autres, il peut s'agir du bord extérieur de la pièce circulaire. Dans un cas comme l'un ou l'autre, il est courant d'utiliser le même indicateur et de le faire pivoter à l'intérieur du trou ou du périmètre de la pièce. Le périmètre peut vous obliger à contourner les pinces, ce qui peut généralement être accompli en utilisant la plume pour déplacer l'indicateur suffisamment loin pour les dégager. Lorsque vous composez des parties sur une table qui a déjà été localisée, vous tapotez autour de la partie, vous n'effectuez pas de réglages avec la selle ou les poignées de la table. Tapez sur la pièce après avoir légèrement serré les pinces, afin qu'elle ne bouge pas sauvagement. Vous pouvez ainsi obtenir un emplacement pratiquement parfait, certainement aussi près que la machine est capable de travailler.
Une fois la pièce à usiner centrée sur la table rotative, vous tournez maintenant la broche à la main, de sorte que la pointe de l'indicateur balaie l'intérieur du trou. Ajustez la position de la table de fraisage selon les besoins jusqu'à ce qu'aucune déviation de l'aiguille ne soit notée.
Configurer votre table rotative
Comment centrer la broche sur le centre de la table rotative. Voici quelques-unes des méthodes à utiliser.
Pour centrer la table rotative avec la broche de fraisage vertical
Suivez la procédure suivante :
1. Alignez la tête verticale avec la table de la machine.
2. Montez la table rotative sur la table de la fraiseuse.
3. Placez un bouchon de test dans le trou central de la table rotative.
4. Montez un comparateur à cadran dans la broche de la fraiseuse.
5. Avec le comparateur à cadran juste au-dessus du bouchon de test, faites tourner l'axe de la machine à la main et alignez approximativement le bouchon avec l'axe.
6. Amenez le comparateur à cadran en contact avec le diamètre du bouchon et faites tourner l'axe à la main.
7. Réglez la table de la machine à l'aide des poignées longitudinale (X) et transversale (Y) jusqu'à ce que le comparateur à cadran n'enregistre aucun mouvement.
8. Verrouillez la table et la selle de la fraiseuse et revérifiez l'alignement.
9. Réajustez si nécessaire.
Un moyen de configurer votre table rotative
 |  Position approximative  Faites un morceau de laiton de 3/8″ et placez-y une pointe à 60 degrés. Il devrait tenir dans les supports de fraise en bout. Cette méthode est très utile pour diverses opérations de configuration.
|
|
 |  Position visuelle  Pour effectuer une position visuelle. Votre œil est assez bon et juge quand les deux cercles sont centrés. Normalement à moins de 0,010″ Parfois.
|

|  Indiquer  To get a really accurate, to dial indicate in the rotary table. In the photo it looks like the tip of the indicator is hanging in space, but it is actually touching the back of the hole in the rotary table. I then run the table through 360 degrees of rotation watching for the maximum deflection on the indicator. Then rotate the spindle 90 degrees to the left and 90 degrees to the right. The true center will be half way between the two readings. For the final adjusting for centering that on the same side of the backlash as will be using when cutting. So if the cutter moves from the center to the right side, then want the cutter moving in the same direction when doing the center adjustment. If on the wrong side of the backlash, then well be overcompensate and start over now coming from the correct side.
|
|
 |  Lineup Jig To locate a jig or workpiece on the rotary table. I start off with the initial rough line up.
|
|
 |  Indicate Jig  Centering the jig or workpiece over the center of the rotary table. To do this, rotate the rotary table and adjust the work piece until I get consistent run out all the way around.
|
To Center a Workpiece with the Rotary Table
Often it is necessary to perform a rotary table operation on several identical workpieces, each having a machined hole in the center. To quickly align each workpiece, a special plug can be made to fit the center hole of the workpiece and the hole in the rotary table. Once the machine spindle has been aligned with the rotary table, each succeeding piece can be aligned quickly and accurately by placing it over the plug.
If there are only a few pieces, which would not justify the manufacture of a special plug, or if the workpiece does not have a hole through it center, the following method can be used to center the workpiece on the rotary table.
1. Align the rotary table with the vertical mill head spindle.
2. Lightly clamp the workpiece on the rotary table in the center. Do not move the longitudinal(X) or crossfeed(Y) feed handles.
3. Disengage the rotary table worm mechanism.
4. Mount an dial indicator in the milling machine spindle or milling machine table, depending upon the workpiece.
5. Bring the dial indicator into contact with the surface to be indicated, and revolve the rotary table by hand.
6. With a soft metal bar, tap the workpiece(away from the indicator movement) until no movement is registered on the indicator in a complete revolution of the rotary table.
7. Clamp the workpiece tightly, and recheck the accuracy of the setup.
Radius Milling
To mill the end on the workpiece to a certain radius or to machine circular slots having a definite radius, following procedure below should be followed.
1. Align the vertical milling machine at 90* to the table.
2. Mount an dial indicator in the milling machine spindle.
3. Mount rotary table on the milling machine table.
4. Center the rotary table with the machine spindle using a test plug in the table and a dial indicator on the spindle.
5. Set the longitudinal(X)feed dial and the crossfeed(Y) dial to zero.
6. Mount the workpiece on the rotary table, aligning the center of the radial cuts with the center of the table. A special arbor may be used for this. Another method is to align the center of the radial cut with a wiggler mounted in the machine spindle.
7. Move either the crossfeed or the longitudinal feed(whichever is more convenient) an amount equal to the radius required.
8. Lock both the table and the saddle.
9. Mount the proper end mill.
10. Set the correct speed(RPM).
11. Rotate the workpiece, using the rotary table feed handwheel, to the starting point of the cut.
12. Set the depth of the cut and machine the radius to the size indicated on the drawing, using hand or power feed.
UNIT TEST
1. When is an offset boring head used?
2. Name three major components of Boring Heads.
3. Why is the locking screw tightened after tool slide adjustments have been made.
4. Why does the tool slide have multiple holes to hold boring tools?
5. What determines the cutting speed in boring?
6. For what purpose may a rotary table be used?
7. What is the purpose of the hole in the center of a rotary table?
8. Describe briefly how a rotary table may be centered with a vertical mill spindle.
9. Describe briefly how a single workpiece would be centered on a rotary table.
10. Explain how a large radius may be cut using a rotary table.
Chapter Attribution Information
This chapter was derived from the following sources.
- Tapping Procedures derived from Drilling and Tapping by the University of Idaho, CC:BY-SA 3.0.
- Tramming derived from Tramming Mill Head by the University of Idaho, CC:BY-SA 3.0.
- Dial Indicator (Photo) derived from Dial Gauge by Wikimedia, CC:BY-SA 3.0.
- Milling Machine Procedures derived from Mechanical Engineering Tools by the Massachusetts Institute of Technology, CC:BY-NC-SA 4.0.
- Rotary Table derived from Rotary Table by the University of Idaho, CC:BY-SA 3.0.
Technologie industrielle
- Qu'est-ce que la rugosité de surface ? - Unité, graphique, mesure
- Machines d'impression :impression offset
- Comment fonctionne l'impression offset ?
- 3 avantages de l'utilisation d'une aléseuse
- Qu'est-ce qu'un tournevis coudé ?
- 16 Unité 2 :Essais de dureté
- 22 Unité 5 :Opération CNC
- 24 Unité 7 :Mastercam
- Une introduction aux aléseuses