


10 Unité 5 :Tapoter
OBJECTIF
Après avoir terminé cette unité, vous devriez être en mesure de :
• Décrire la procédure de tapotement.
• Déterminez le RPM pour le tapotement.
• Décrivez le remplissage et le polissage.
• Décrire le serrage avancé.
Appuyer sur
Le taraudage consiste à couper un filetage à l'intérieur d'un trou afin qu'une vis à tête cylindrique ou un boulon puisse être vissé dans le trou. En outre, il est utilisé pour faire du filetage sur les écrous.
Le taraudage peut être effectué sur le tour par alimentation électrique ou à la main. Quelle que soit la méthode, le trou doit être percé avec un taraud de taille appropriée et chanfreiné à la fin.
Procédures de tapotement
Bonnes Pratiques
Utilisation des guides de prise
Les guides de taraudage font partie intégrante de la fabrication d'un taraud utilisable et droit. Lors de l'utilisation du tour ou de la fraiseuse, le taraud est déjà droit et centré. Lors de l'alignement manuel d'un taraud, soyez prudent, car un guide de taraud à 90 ° est beaucoup plus précis que l'œil humain.
Utiliser de l'huile
Lors du forage et du taraudage, il est crucial d'utiliser de l'huile. Il empêche les mèches de grincer, rend la coupe plus lisse, nettoie les copeaux et empêche la perceuse et le stock de surchauffer.
Piquer
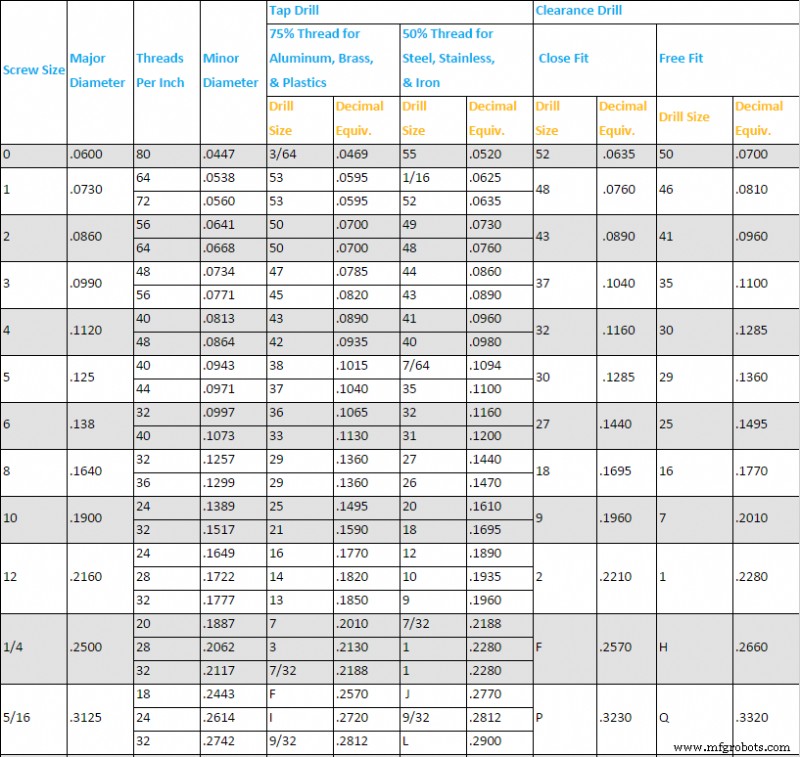
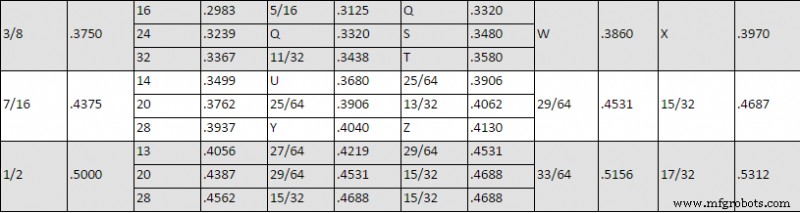
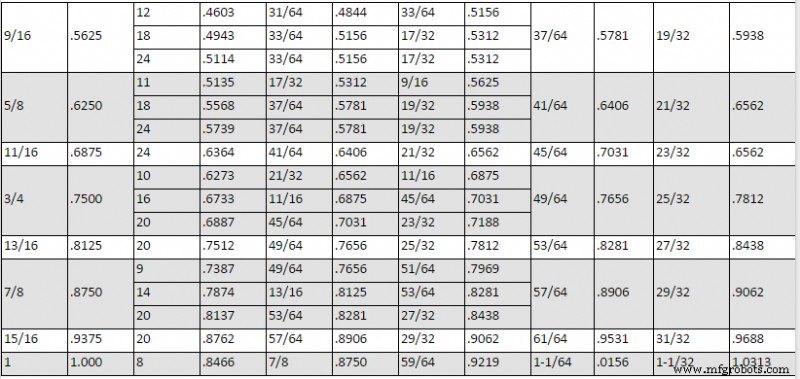
Le picage permet de s'assurer que les mèches ne surchauffent pas et ne se cassent pas lors de leur utilisation pour percer ou tarauder. Le perçage par perçage consiste à percer à mi-chemin dans une pièce, puis à la rétracter pour éliminer les copeaux, tout en permettant à la pièce de refroidir. Tourner la poignée d'un tour complet puis revenir d'un demi-tour est une pratique courante. Chaque fois que le foret ou le taraud est retiré, retirez autant de copeaux que possible et ajoutez de l'huile sur la surface entre le foret ou le taraud et la pièce à usiner. Procédure de taraudage manuel 1. Sélectionnez la taille du foret dans le tableau. Lorsque vous choisissez une taille de robinet, ce tableau est le premier endroit à consulter
Procédure de tapotement manuel
Lorsque vous choisissez une taille de robinet, ce tableau est le premier endroit à consulter.
Taraudages et forets de dégagement
L'application d'une pression supplémentaire risque de casser le robinet. Plus le robinet est petit, plus il risque de se casser.
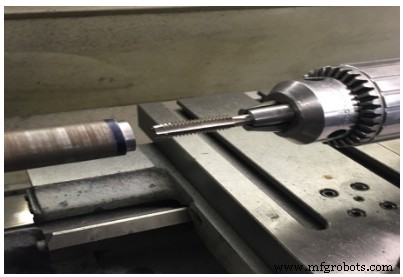
Figure 1. Appuyez sur
Procédure de taraudage pour tour
Procédure :
1. Montez la pièce dans le mandrin.
2. Perceuse frontale et centrale.
3. Sélectionnez le foret de taraud approprié pour le taraud à utiliser.
4. Exemple :¼ – 20 unc utilisé foret n° 7.
5. Réglez le tour à la bonne vitesse et percez avec le taraud à la profondeur requise. Utilisez beaucoup de liquide de coupe.
6. Remarque :la pièce tournera lors du taraudage à l'aide de la puissance du tour. Utilisez une vitesse de broche très lente. (40 à 60 tr/min) et beaucoup de liquide de coupe.
7. Chanfreiner le bord du trou.
Limage dans un tour
Une pièce ne doit être remplie dans un tour que pour enlever une petite quantité de matière, pour éliminer les brûlures ou arrondir les angles vifs. La pièce doit toujours être tournée à environ 0,002 à 0,003 pouce de taille, si la surface doit être limée. Tenez la poignée de la lime dans la main gauche pour éviter les blessures lors de la lime sur le tour, de sorte que les bras et les mains puissent être tenus à l'écart du mandrin rotatif.
Procédure :
1. Réglez la vitesse de la broche à environ le double de celle utilisée pour le tournage.
2. Montez la pièce dans le mandrin, lubrifiez et ajustez le point mort de la pièce.
3. Déplacez le chariot aussi loin que possible vers la droite et retirez le porte-outil (si nécessaire)
4. Désengagez la vis mère et la tige d'alimentation.
5. Sélectionnez le bon fichier à utiliser.
6. Démarrez le tour.
7. Saisissez la poignée de la lime dans la main gauche et soutenez la pointe de la lime avec le doigt de la main droite.
8. Appliquez une légère pression et poussez la lime vers l'avant sur toute sa longueur. Relâchez la pression sur le piquet de retour.
9. Déplacez la lime d'environ la moitié de la largeur de la lime pour chaque coup et continuez à limer, en utilisant 30 à 40 coups par minute jusqu'à ce que la surface soit finie.
Figure 2. Classement
Lors du limage dans un tour, les consignes de sécurité suivantes doivent être respectées.
• Retrousser les manches.
• N'utilisez pas de lime sans manche bien ajusté.
• Retirez les montres et les bagues.
• N'appliquez pas trop de pression sur le fichier.
• Nettoyez fréquemment la lime avec une brosse à lime. Frottez un peu de craie dans les dents de la lime pour éviter le colmatage et faciliter le nettoyage.
Polissage au tour
Une fois la pièce limée, la finition peut être améliorée en polissant avec un chiffon abrasif.
Procédure :
1. Sélectionnez le type de collecte et la qualité du tissu abrasif, pour la finition souhaitée, utilisez un morceau d'environ 6 à 8 pouces de long et 1 pouce de large.
2. Réglez le tour pour qu'il fonctionne à grande vitesse (environ 800-1000 tr/min).
3. Désengagez la tige d'alimentation et la vis mère.
4. Lubrifiez et ajustez le point mort.
5. Démarrez le tour.
6. Maintenez le tissu abrasif sur la pièce.
7. Avec la main droite, appuyez fermement le chiffon sur le travail tout en tenant fermement l'autre extrémité du chiffon abrasif avec la main gauche.
8. Déplacez lentement le chiffon d'avant en arrière le long de la pièce.

Figure 3. Polissage
Lors du polissage dans un tour, les consignes de sécurité suivantes doivent être respectées :
1. Retrousser les manches.
2. Rentrez vos vêtements amples
Pour les finitions normales, utilisez un chiffon abrasif de grain 80 à 100. Pour de meilleures finitions, utilisez un chiffon abrasif à grain plus fin.
Blocage avancé
Certaines pièces peuvent être irrégulières, nécessitant des outils spécialisés pour les maintenir correctement avant d'être usinées.
1. La pièce ne peut pas être placée dans une pince ou un mandrin lors de la coupe sur tout le diamètre extérieur du brut.
2. Les pièces percées de trous doivent être pressées sur un arbre de tour (un arbre conique), puis serrées sur l'arbre plutôt que sur la pièce elle-même.
3. Si le trou est trop grand, l'utilisation d'un arbre de tour ne soutiendra pas suffisamment la pièce. Utilisez plutôt les mâchoires extérieures pour saisir le diamètre intérieur de la pièce.
4. Les pièces aux géométries complexes peuvent devoir être fixées sur une plaque frontale qui sera ensuite installée sur la broche.
PORTE DE TOUR :
Le tableau suivant permet de comparer rapidement les forces et les faiblesses des différents moyens de maintien de la pièce sur un tour :
| Méthode |
| Pinces |
| Mandrin à 3 mors avec mors souples |
| Mandrin auto-centrant à 3 mors avec mors durs |
| Mandrin à 4 mors |
| Mandrin auto-centrant à 6 mors |
| Tournage de plaque frontale |
| Tourner entre les centres |
| Rotation constante du visage |
| Tonnelles extensibles |
Méthode décrit la technique particulière ou l'outillage à utiliser.
Précision décrit avec quelle précision la pièce sera maintenue ou à quelle distance concentrique elle fonctionnera avec la broche avant de prendre des coupes.
Répétabilité décrit à quel point il est facile de retirer la pièce et de la remettre en place avec précision.
TEST UNITAIRE
1. Quelle taille de foret utiliser pour un taraud ½ -20 ?
2. À quoi sert le chanfrein ?
3. Quel est le meilleur RPM pour taper ?
4. Quelle vitesse de broche définissons-nous pour le limage ?
5. À quoi sert le polissage ?
6. Quel est le meilleur chiffon abrasif pour les finitions normales ?
7. Quel type de travail convient le mieux aux mandrins à trois mors ?
8. Quelles sont les caractéristiques particulières du mandrin à trois mors ?
9. Expliquez la différence entre un mandrin à trois mors et un mandrin à 4 mors.
10. Quels sont les avantages et les inconvénients d'un mandrin de collecte ?
Technologie industrielle