


23 Unité 6 :Commande Haas
OBJECTIF
Après avoir terminé cette unité, vous devriez être en mesure de :
- Identifiez la commande Haas.
- Identifiez le clavier.
- Décrire la procédure de démarrage/accueil de la machine.
- Décrire la procédure d'annulation de porte.
- Décrire la procédure de chargement des outils.
- Décrivez le décalage de longueur d'outil (TLO) pour chaque outil.
- Vérifiez le décalage du zéro pièce (XY) à l'aide de MDI.
- Décrivez le réglage du décalage de l'outil.
- Vérifiez le décalage de la longueur d'outil à l'aide de MDI.
- Décrire la procédure de chargement du programme CNC.
- Décrire la procédure de sauvegarde du programme CNC.
- Expliquer comment exécuter le programme CNC.
- Décrire l'utilisation de la compensation de diamètre de fraise.
- Décrivez le programme d'arrêt.
Contrôle Haas
La commande Haas est illustrée aux Figures 18 et 19. Familiarisez-vous avec l'emplacement des boutons et des commandes. Des instructions détaillées sur les pages suivantes montrent comment utiliser la commande.

Figure 1. Clavier Haas de contrôle du broyeur CNC Haas
Clavier
Les touches du clavier sont regroupées dans ces domaines fonctionnels :
1. Touches de fonction
2. Touches de curseur
3. Touches d'affichage
4. Touches de mode
5. Touches numériques
6. Touches Alpha
7. Touches Jog
8. Remplace les clés
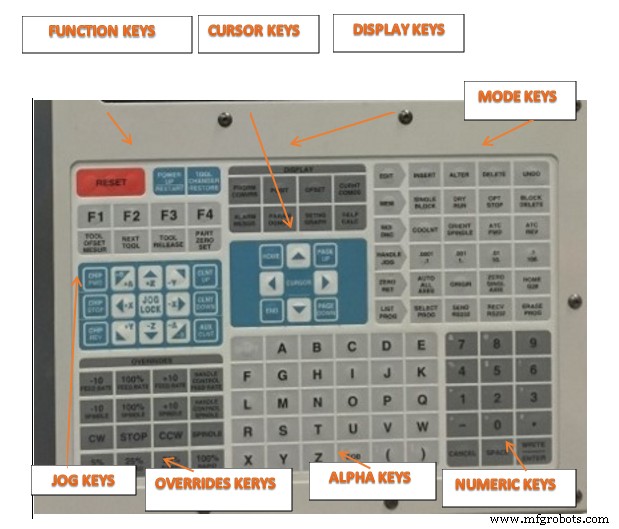
Figure 2. Boutons de contrôle CNC Haas/ Touches du clavier
Démarrer/Accueil Machine
Liste de contrôle :
1. Zone de travail :assurez-vous que la zone de travail est dégagée
2. Disjoncteur principal :allumez
3. Alimentation en air :allumez l'air pour corriger la pression (au moins 70 psi pour que le changeur d'outils fonctionne)
4. MISE SOUS TENSION :appuyez sur le bouton vert
5. Assurez-vous que l'arrêt d'urgence n'est pas déclenché. Si c'est le cas, tournez le bouton rouge vers la droite pour le relâcher.
6. Attendez que le message 102 SERVOS OFF apparaisse avant de continuer.
7. RÉINITIALISER
8. Redémarrer à la mise sous tension
9. Assurez-vous que les portes sont fermées et que la zone de travail est dégagée.
10. Laissez tous les axes de la machine revenir à l'origine avant de continuer
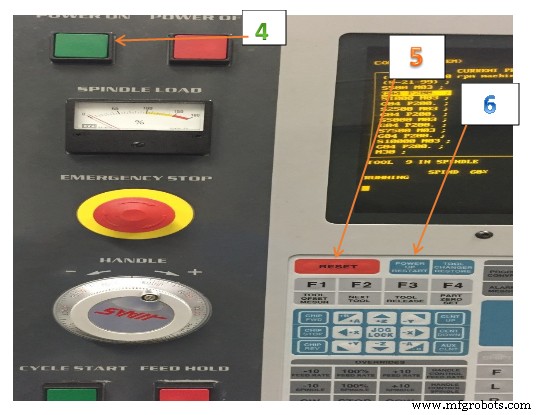
Figure 3. Machine de démarrage/accueil
Ignorer la porte
1. Mém :sélectionnez et appuyez sur Mém.
2. Graphique de réglage :Sélectionnez et appuyez sur Graphique de réglage
3. Entrez 51
4. Curseur :appuyez sur la touche fléchée vers le bas, puis sur la touche fléchée vers la droite pour éteindre
5. Écrire/Entrer :sélectionnez et appuyez sur Écrire/Entrer
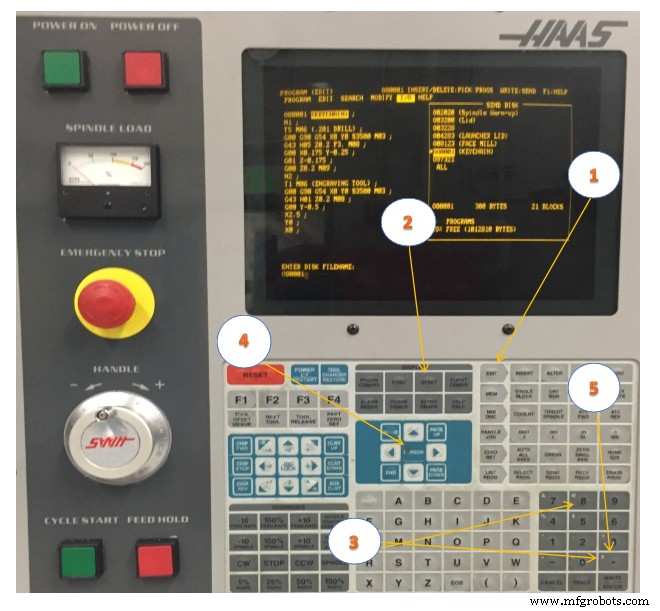
Figure 4. Annulation de porte
Charger les outils
Liste de contrôle :
1. Touche MDI/DNC :Appuyez sur le bouton MDI/DNC.
2. Numéro d'outil :
- Par exemple, pour positionner le changeur d'outils sur T1,
- Appuyez sur les boutons T puis sur les boutons 1.
3. ATC FWD :Appuyez sur le bouton ATC FWD.
- Le carrousel d'outils indexera sur la position T1.
4. Positionner l'outil dans la broche
- Ne pas saisir par les cannelures coupantes !
- Assurez-vous que le cône de l'outil est propre.
- Saisir le porte-outil sous la bride en V pour éviter le pincement.
- Poussez l'outil dans la broche.
- Assurez-vous que les « chiens » de la broche sont alignés avec les fentes du porte-outil.
5. Libération de l'outil :appuyez sur le bouton de libération de l'outil
- La machine soufflera de l'air à travers la broche pour éliminer les débris.
- Poussez doucement l'outil vers le haut, puis relâchez le bouton de libération de l'outil.
- Assurez-vous que l'outil est bien saisi par la broche avant de le relâcher.
6. Répétez les étapes 2 à 5 jusqu'à ce que tous les outils soient chargés.
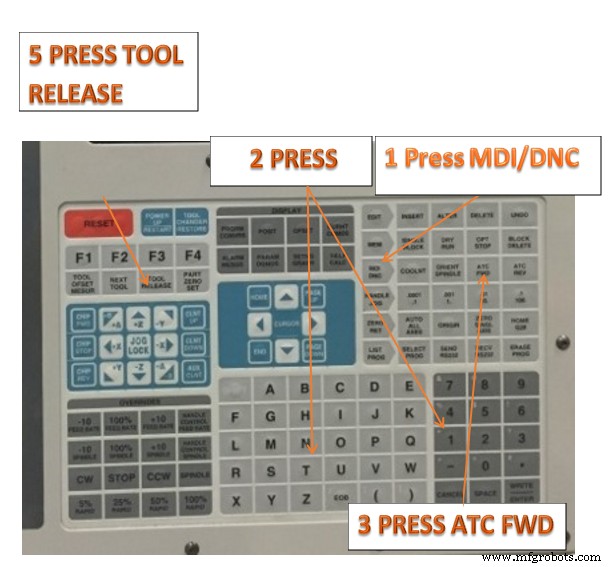
Figure 5. Charger les outils
Définition des décalages
Pour usiner une pièce avec précision, l'usine doit savoir où se trouve la pièce sur la table
et la distance entre la pointe des outils et le haut de la pièce (décalage de l'outil par rapport à l'origine
poste).
Pour saisir manuellement des décalages :
1. Choisissez l'une des pages de décalages.
2. Déplacez le curseur sur la colonne souhaitée.
3. Tapez la valeur de décalage que vous souhaitez utiliser.
4. Appuyez sur (ENTRÉE) ou (F1). La valeur est entrée dans la colonne.
5. Saisissez une valeur positive ou négative et appuyez sur (ENTRÉE) pour ajouter le montant saisi au nombre dans la colonne sélectionnée ; appuyez sur (F1) pour remplacer le nombre dans la colonne.
Mode jogging
Le mode pas à pas vous permet de déplacer les axes de la machine jusqu'à l'emplacement souhaité. Avant de pouvoir déplacer manuellement un axe,
la machine doit établir sa position d'origine. La commande le fait à la mise sous tension de la machine.
Pour activer le mode jogging :
1. Appuyez sur (JOG MANIPULÉ).
2. Appuyez sur l'axe souhaité (+X, -X, +Y,-Y, +Z, -Z).
3. Différentes vitesses d'incrémentation peuvent être utilisées en mode jog; ce sont (.0001), (.001), (.01) et (.1). Chaque clic de la poignée de déplacement déplace l'axe sur la distance définie par la vitesse de déplacement actuelle. Vous pouvez également utiliser une poignée de déplacement à distance (RJH) en option pour déplacer les axes.
4. Appuyez sur les boutons de déplacement de la poignée et maintenez-les enfoncés ou utilisez la commande de la poignée de déplacement pour déplacer l'axe.
Définir le décalage de longueur d'outil (TLO)
Liste de contrôle :
1. Handle Jog Mode :sélectionnez le bouton Handle Jog.
- Cela règle la machine pour qu'elle soit contrôlée par le volant.
2. Incrément Jog :0,01
- Ceci définit l'incrément du travail de sorte que chaque clic du volant déplace l'outil de 0,01 pouce dans la direction du jogging.
3.Direction Jog :Appuyez sur le bouton Z
- Cela définit l'outil pour qu'il se déplace en Z lorsque la poignée de déplacement est déplacée.
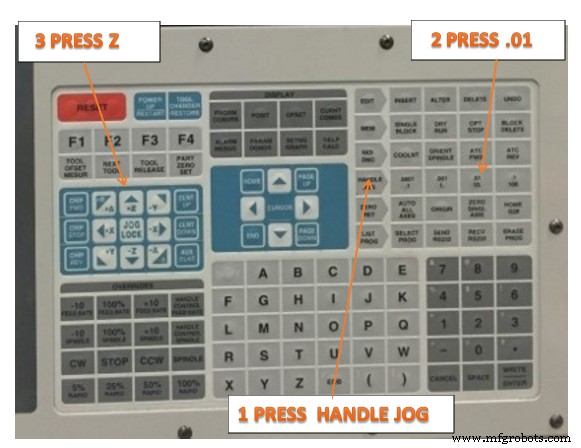
Figure 6. TLO
4. Décalages :sélectionnez et appuyez sur Décalage
- La page de correction d'outil s'affiche.
5. Flèches du curseur :Aligner pour l'outil actif
- Utilisez les touches de curseur Haut-Dn (si nécessaire) pour déplacer la barre en surbrillance sur l'affichage graphique sur les valeurs de décalage pour l'outil actuellement actif.
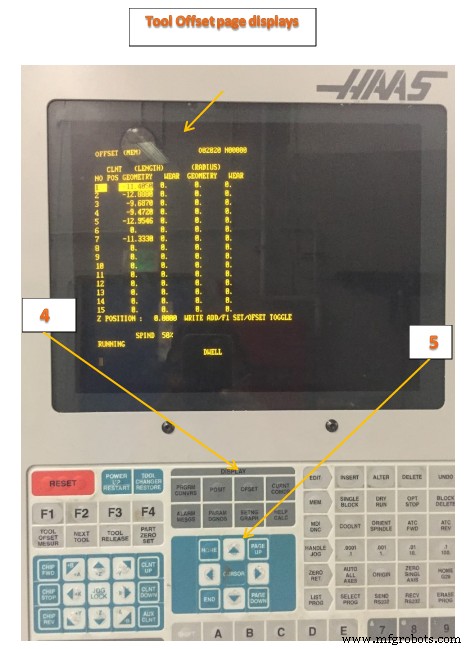
Figure 7. Décalage
6.Utilisez le bloc 1-2-3 pour définir la longueur de l'outil
- Joggez pour que l'outil soit sous le bloc supérieur.
- Appliquez une légère pression pour bloquer contre l'outil. Utilisez Jog Wheel pour soulever l'outil jusqu'à ce que le bloc glisse juste en dessous.
- Éloignez le bloc, puis déplacez l'outil vers le bas à 0,01 pouce sous le haut du bloc.
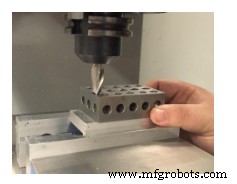
Figure 8
7. Incrément Jog :.001
- Réduisez l'incrément de marche par à-coups et utilisez la poignée de marche par à-coups pour relever l'outil par incréments de 0,001 jusqu'à ce qu'il glisse à nouveau sous le bloc.
8. Mesure de décalage d'outil :sélectionnez et appuyez sur Mesure de décalage d'outil
- Cela amène la commande à saisir la position actuelle de l'outil dans le registre de décalage de longueur.
- Assurez-vous que le numéro de longueur d'outil est mis à jour avant de continuer.
9. Outil suivant :sélectionnez et appuyez sur l'outil suivant
- Cela entraîne le rangement de l'outil actuel et le chargement de l'outil suivant.
- Répétez les étapes 1 à 9 jusqu'à ce que tous les outils soient configurés.
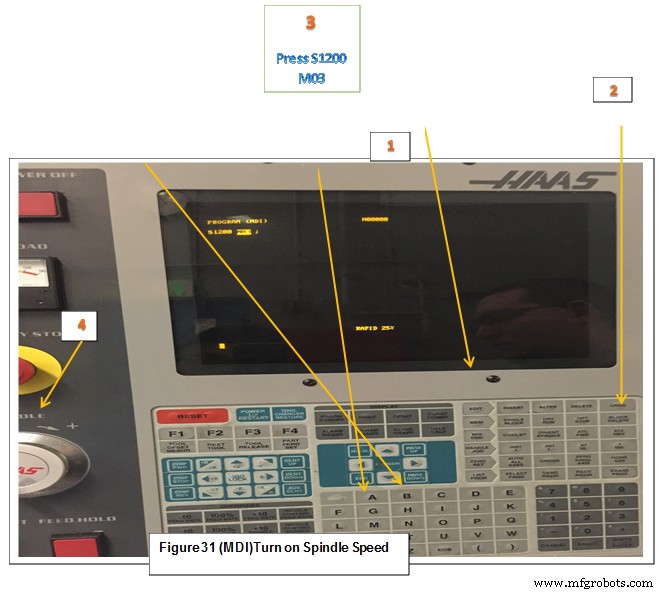
Figure 9. Page d'affichage du décalage
REMARQUE :
Le réglage des outils nécessite de déplacer manuellement la machine avec les mains dans l'enveloppe de travail de la machine. Soyez extrêmement prudent et respectez les règles suivantes :
• La broche doit être éteinte.
• Ne placez jamais votre main entre l'outil et la pièce.
• Assurez-vous que l'axe et l'incrément de jogging corrects sont définis avant le jogging.
• Déplacez la poignée lentement et délibérément. Gardez vos yeux sur vos mains et la position de l'outil à tout moment.
• Ne laissez jamais personne d'autre utiliser la commande lorsque votre main se trouve dans la zone de travail.
Comment accéder à MDI
Le mode de saisie manuelle des données (MDI) est l'un des modes dans lesquels votre machine CNC peut fonctionner. L'idée est d'entrer des codes G ou des codes M sur une ligne qui sont exécutés immédiatement par la machine - vous n'avez pas à écrire un programme entier de code g quand une ligne ou deux suffiront. Le MDI offre beaucoup de puissance tout en nécessitant très peu d'apprentissage. Vous pouvez même utiliser les commandes MDI pour usiner votre pièce. Avec MDI, la CNC peut être rapide et sale, tout comme l'usinage manuel.
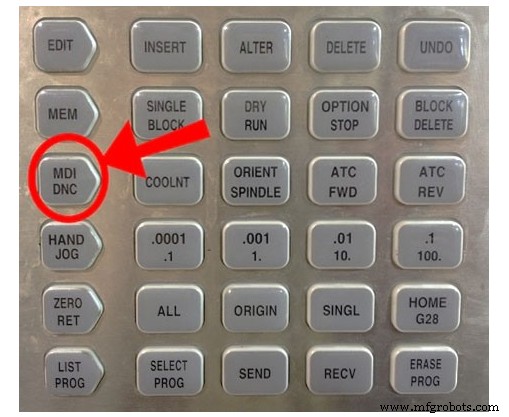
Figure 10. MDI
Appuyez sur la touche MDI de votre panneau de commande CNC pour passer en mode MDI.
Par exemple :
Appuyez sur MDI/DNC
Effacer le prog :sélectionnez et appuyez sur (pour effacer toutes les commandes)
Entrez S1200 M03 (vitesse de broche 1200 tr/min, sur CW)
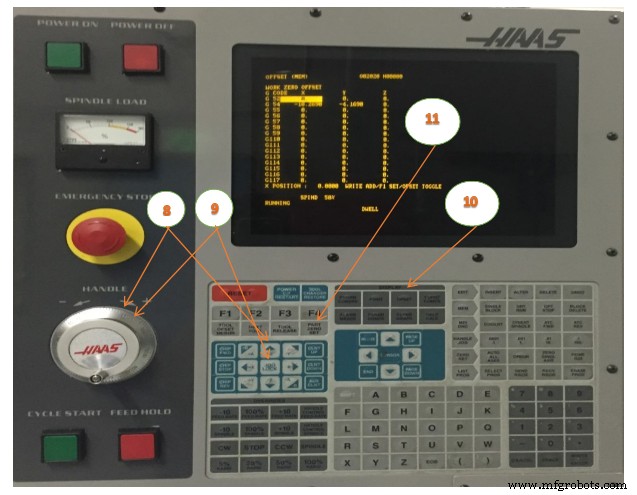
Définition du décalage du zéro de pièce Décalage XY (à l'aide de Edge Finder)
Liste de contrôle :
1. Touche MDI/DNC :sélectionnez et appuyez sur MDI/DNC
2. Effacer le prog :sélectionnez et appuyez sur Effacer le prog pour effacer toutes les commandes
3. Activez la vitesse de broche :S1200
- Appuyez sur S1200 M03 (Entrée) :Sélectionnez :Écrire/Entrer
4. Début du cycle :Sélectionnez
- La broche démarrera dans le sens horaire à 1 200 tr/min
Figure 11. Activer la vitesse de broche (MDI)
5. Manipuler Jog :Sélectionnez Handle Jog et Jog Increment :.01
6. Poignée Jog :Au besoin
- Sélectionnez la direction de déplacement et utilisez la poignée selon les besoins pour placer le stylet de recherche de bord le long du bord gauche de la pièce.

7. Incrément Jog :.001
- Déplacez lentement le détecteur de bord jusqu'à ce qu'il se décroche, comme illustré ci-dessous.
- Cela place le centre de la broche exactement à 0,100 du bord de la pièce
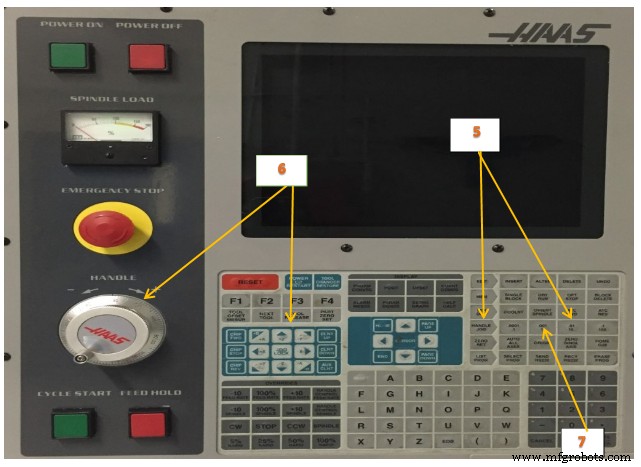

Figure 12. Juste avant le déclenchement Figure 13. Juste après trébucher
8 .Jog Handle :rétractez-vous en Z 
• Jog directement vers le haut en Z jusqu'à ce que le détecteur de bord soit au-dessus de la pièce et que la manette de jogging indique zéro sur le cadran.
9. Poignée Jog :réglez la direction Jog sur +X et tournez la poignée d'un tour complet dans le sens des aiguilles d'une montre. 
Étant donné que la commande est en mode d'incrémentation de 0,001, la rotation du cadran d'exactement un tour complet place le centre de la broche directement sur le bord gauche de la pièce.
10. Page Décalage :sélectionnez et appuyez sur 
• Sélectionnez le bouton Offset et les boutons PgUp/PgDn jusqu'à ce que la page Work Zero Offset s'affiche. Utilisez les touches fléchées pour mettre en surbrillance G54 (ou le décalage de l'appareil à définir).
11. Réglage du zéro de la pièce :appuyez sur le réglage du zéro de la pièce
• Cela définit la valeur G54 X sur la position actuelle de la broche.
12. Arrêt de la broche :appuyez sur l'arrêt de la broche
13. Pour régler l'axe Y, répétez les étapes 6 à 11
Utilisation de MDI pour vérifier le décalage du zéro pièce
1. Touche MDI/DNC :sélectionnez et appuyez sur MDI/DNC
2. Effacer le prog :sélectionnez et appuyez sur (pour effacer toutes les commandes)
3. Entrez G00 G90 G54 X0 Y0
4. Insérer :Sélectionnez et appuyez sur Insérer
5. Cycle Start :Sélectionnez et appuyez sur Cycle Start
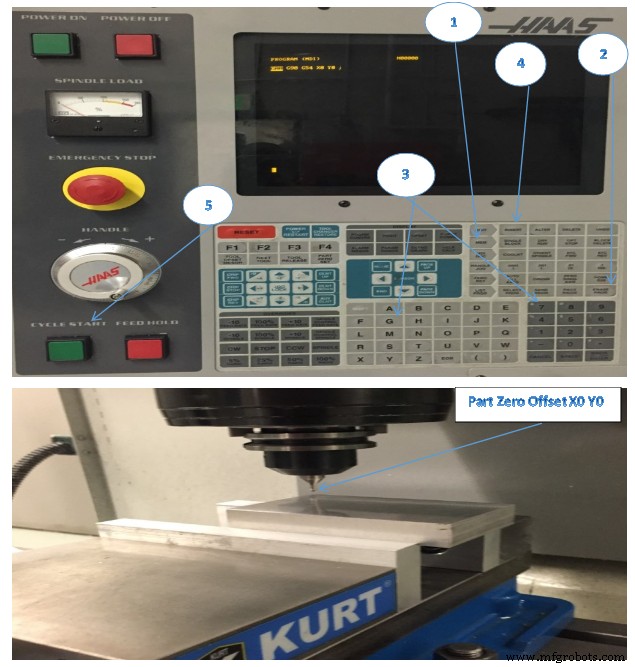
Décalage du zéro pièce X0 Y0 (MDI)
- Pour décaler la donnée vers la DROITE par rapport à l'opérateur de la machine, AJOUTEZ une quantité de décalage à la valeur X de décalage. Par exemple, pour décaler X+.1, saisissez .1 WRITE/ENTER.
- Pour déplacer la référence PLUS PRÈS de l'opérateur de la machine, SOUSTRAIRE une quantité de décalage de la valeur Y de décalage. Par exemple, pour décaler Y-.1, saisissez -.1 WRITE/ENTER
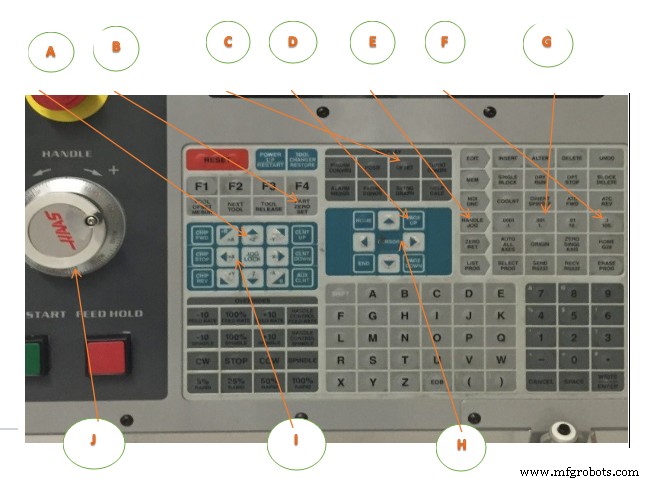
Définition du décalage d'origine pièce XY (à l'aide d'un pointeur mécanique)
Pour usiner une pièce, l'usine doit savoir où se trouve la pièce
la table. Vous pouvez utiliser un détecteur de bord, une sonde électronique ou de nombreux autres outils et
méthodes pour établir la partie zéro. Pour définir le décalage du zéro pièce avec un pointeur mécanique :
1. Placez le matériau (1) dans l'étau et serrez.
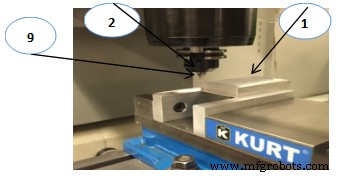
Figure 14. Réglage du zéro de la pièce XY (à l'aide du pointeur mécanique )
2. Chargez un outil pointeur (2) dans la broche.
3. Appuyez sur (JOG MANIVELLE) (E).
4. Appuyez sur (.1/100.) (F) (La fraise se déplacera rapidement
vitesse lorsque la poignée est tournée).
5. Appuyez sur (+Z) (A).
6. Manipulez le jog (J) de l'axe Z à environ 1″ au-dessus de la pièce.
7. Appuyez sur (.001/1.) (G) (Le moulin se déplacera à une vitesse lente lorsque la poignée est tournée).
8. Manipulez le jog (J) de l'axe Z approximativement. 0.2 ″ au-dessus de la pièce.
9. Sélectionner entre les axes X et Y (I) et déplacer manuellement (J) l'outil vers le coin supérieur gauche
de la pièce (Voir Figure 36 ci-dessus (9).
10. Appuyez sur (OFFSET) (C) jusqu'à ce que le volet Active Work Offset soit actif.
11. Curseur (H) vers la colonne de l'axe X de G54.
12. Appuyez sur [PART ZERO SET] (B) pour charger la valeur dans la colonne X-Axis. Le deuxième
une pression sur [PART ZERO SET] (B) charge la valeur dans la colonne de l'axe Y.
Définition du décalage d'outil
L'étape suivante consiste à toucher les outils. Cela définit la distance entre la pointe de l'outil et
le haut de la pièce. Un autre nom pour cela est Tool Length Offset, qui est désigné par H dans
une ligne de code machine. La distance pour chaque outil est entrée dans le tableau de correction d'outil.
Réglage du décalage d'outil. Avec l'axe Z à sa position d'origine, le décalage de longueur d'outil est mesuré
de la pointe de l'outil (1) au sommet de la pièce (2). Voir Figure 15.
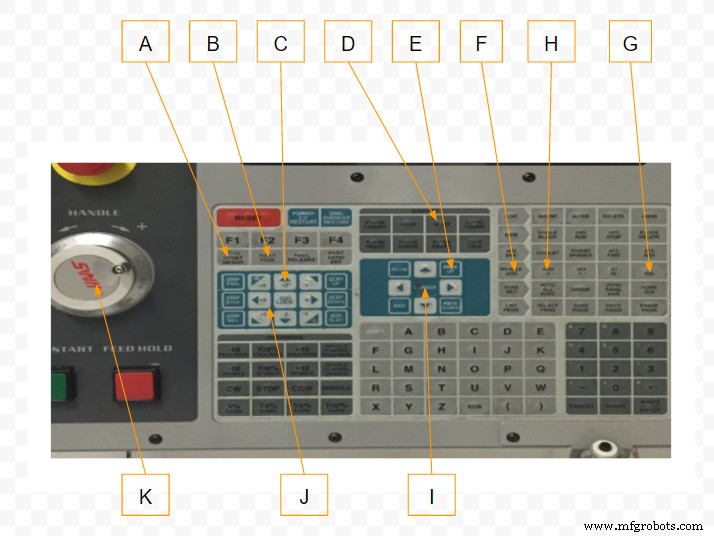
1. Charger l'outil dans la broche (1).
2. Appuyez sur (JOG MANIVELLE) (F).
3. Appuyez sur (.1/100.)(G) (La fraise se déplace rapidement lorsque la poignée est tournée).
4. Sélectionnez entre les axes X et Y (J) et déplacez manuellement l'outil (K) près du centre de la pièce.
5. Appuyez sur (+Z) (C).
6. Manipulez le déplacement (K) de l'axe Z à environ 1″ au-dessus de la pièce.
7. Appuyez sur (.0001/.1) (H) (La fraise se déplace lentement lorsque la poignée est tournée).
8. Placez une feuille de papier entre l'outil et la pièce à usiner. Déplacez l'outil avec précaution
vers le haut de la pièce, aussi près que possible, et toujours pouvoir déplacer le papier.
9. Appuyez sur (OFFSET) (D).
10. Appuyez sur (PAGE UP) (E) jusqu'à ce que vous affichiez la fenêtre Program Tool Offsets. Faites défiler jusqu'à l'outil #1.
11. Curseur (I])vers Géométrie pour la position #1.
12. Appuyez sur [MESURE CORRECTION D'OUTIL] (A).
L'étape suivante entraîne le déplacement rapide de la broche sur l'axe Z.
13. Appuyez sur (OUTIL SUIVANT) (B).
14. Répétez le processus de décalage pour chaque outil.
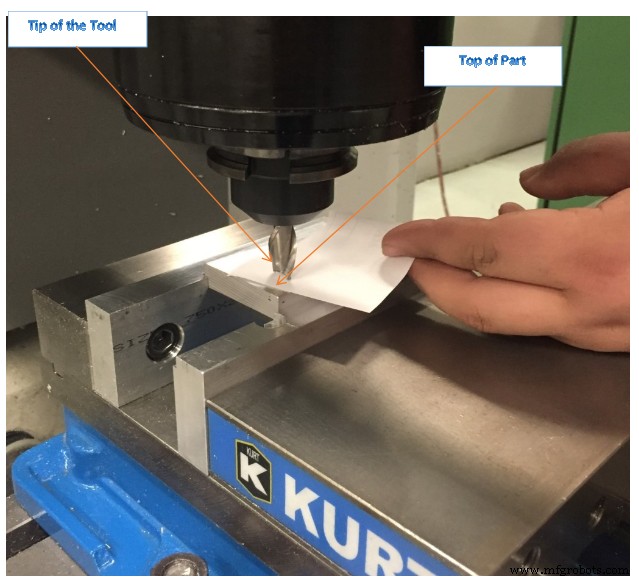
Figure 15. Réglage du décalage d'outil (feuille de papier)
Utilisation de MDI pour vérifier le décalage de longueur d'outil
1. Touche MDI/DNC :sélectionnez et appuyez sur MDI/DNC
2. Effacer le prog :sélectionnez et appuyez sur (pour effacer toutes les commandes)
3. Entrez G00 G90 G43 H01 Z2.00
4. Insérer :Sélectionnez et appuyez sur Insérer
5. Cycle Start :Sélectionnez et appuyez sur Cycle Start
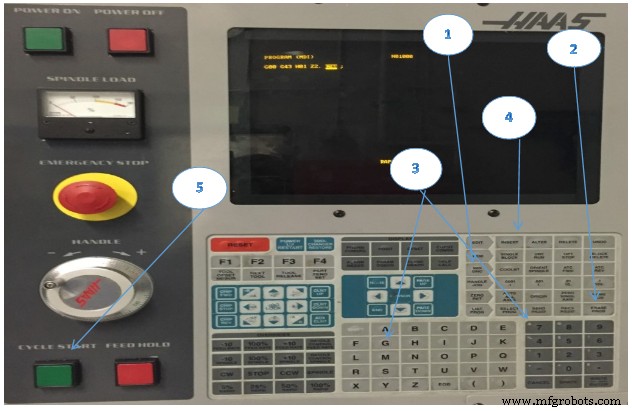
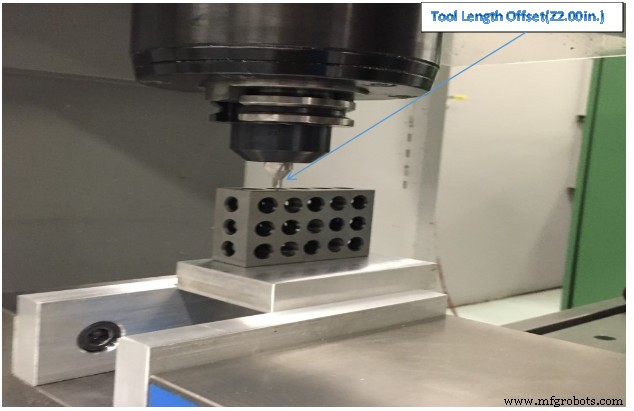
Figure 16. Décalage de la longueur de l'outil (2,00 pouces au-dessus de la pièce en utilisant le bloc 1 2 3 pour vérifier)
Charger le programme CNC
1. Modifier :sélectionnez et appuyez sur Modifier
2. F1 :sélectionnez et appuyez sur F1
3. Curseur :Appuyez sur la touche fléchée gauche pour accéder à I/O, puis sur la touche fléchée DN pour déplacer la barre de surbrillance sur Disk Directory.
4. Écrire/Entrer :sélectionnez et appuyez sur Écrire/Entrer
5. Curseur (répertoire du disque) :appuyez sur la touche fléchée DN pour programmer le chargement.
6. Écrire/Entrer :sélectionnez et appuyez sur Écrire/Entrer
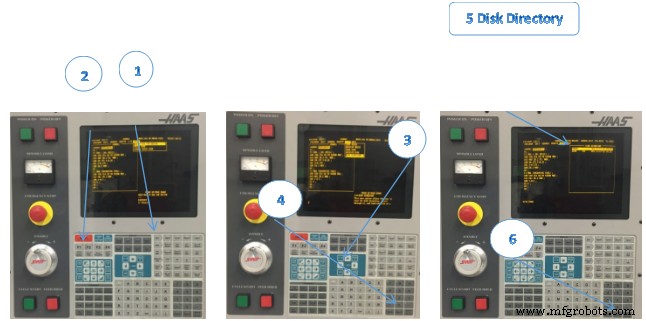
Figure 17. Charger le programme CNC
Enregistrer le programme CNC
1. Modifier :sélectionnez et appuyez sur Modifier
2. F1 :sélectionnez et appuyez sur F1
3. Curseur :appuyez sur la touche fléchée gauche pour sélectionner E/S, puis sur la touche fléchée DN pour déplacer la barre en surbrillance sur Envoyer disque.
4. Écrire/Entrer :sélectionnez et appuyez sur Écrire/Entrer
5. Entrez le nom du fichier disque :O80001
6. Ecrire/Entrer
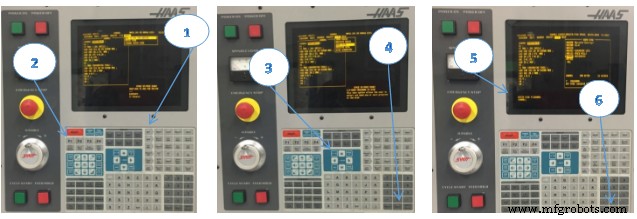 Figure 18. Enregistrer le programme CNC
Figure 18. Enregistrer le programme CNC
Exécuter le programme CNC
C'est le processus préféré pour exécuter un nouveau programme. Une fois qu'un programme est éprouvé, tous les taux d'alimentation peuvent être réglés sur 100 % et le mode bloc par bloc peut être désactivé.
Fonctionnement à vide
La machine exécute tous les mouvements exactement comme programmés. N'utilisez pas de pièce dans la machine pendant le fonctionnement à sec. La fonction Dry Run est utilisée pour vérifier rapidement un programme sans réellement couper de pièces.
Pour sélectionner Dry Run :
1. En mode MEM ou MDI, appuyez sur (DRY RUN).
En marche à vide, tous les rapides et avances sont exécutés à la vitesse sélectionnée avec les boutons de vitesse de jogging.
2. Le fonctionnement à sec ne peut être activé ou désactivé qu'à la fin d'un programme ou lorsque [RESET] est activé
pressé. Dry Run effectue tous les mouvements X Y Z commandés et l'outil demandé
changements. Les touches de dérogation peuvent être utilisées pour régler les vitesses de la broche.
Liste de contrôle :
1. Pré-démarrage
- Assurez-vous que l'étau ou la fixation est solide et que vous disposez d'une configuration sûre.
- Il ne devrait y avoir aucune possibilité que le travail ne fonctionne pas comme prévu.
- Retirez les poignées d'étau.
- Débarrassez la zone de travail de tout outil ou autre objet.
- Fermez les portes de la machine.
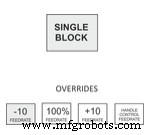
- Activez le mode bloc unique.
- Appuyez huit fois sur le bouton Rapid Feedrate-10 pour régler la priorité de vitesse d'alimentation rapide sur 20 % du maximum.
2. Démarrer
- Placez une main sur le bouton Feed Hold et soyez prêt à appuyer dessus en cas de problème.
- Appuyez sur le bouton de démarrage du cycle.
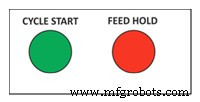
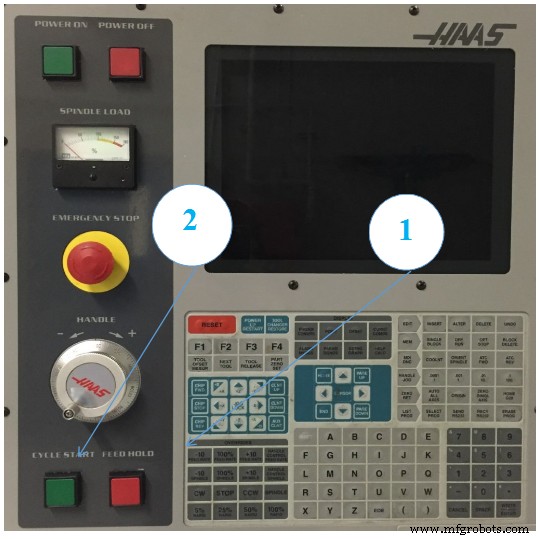
Figure 19. Exécuter le programme CNC
Une erreur courante consiste à définir incorrectement le décalage de la fixation ou de la longueur de l'outil. Lors de l'exécution d'un programme pour la première fois, réglez la machine sur le mode bloc unique. Réduisez le taux d'avance rapide à 25 % et procédez avec prudence. Une fois que l'outil coupe, désactivez le mode bloc par bloc et laissez le programme s'exécuter. Ne laissez pas la machine sans surveillance et gardez une main sur le bouton de maintien de l'alimentation. Écoutez, surveillez la formation des copeaux et soyez prêt à ajuster les vitesses d'avance de coupe en fonction des conditions de coupe.
Ajustement des décalages CDC
Les opérations d'usinage qui utilisent la compensation de diamètre de fraise (CDC :G41/G42) peuvent être ajustées pour tenir compte de l'usure et de la déviation de l'outil. Mesurez une fonction finie sur une pièce et comparez-la avec la valeur souhaitée. Soustrayez le réel des tailles cibles et entrez la différence dans le registre CDC sur le contrôle de cet outil. Par exemple :
(Taille cible :2,5 000) – (Taille réelle :2,5150) = Valeur d'usure : -0,0150
La trajectoire de l'outil sera maintenant compensée pour la différence de taille. Exécuter à nouveau la même opération devrait aboutir à ce que l'entité ait exactement la taille cible
La compensation d'usure est utilisée uniquement sur les passes de contour. Il n'est pas utilisé pour le surfaçage, le fraisage 3D ou les cycles de perçage. Sélectionnez l'option Compensation d'usure dans votre logiciel de CAO/FAO et, si nécessaire, définissez une valeur d'usure du diamètre de l'outil comme indiqué ci-dessus. Lorsqu'elle est utilisée, la valeur d'usure est toujours un nombre négatif. Réglez toujours la géométrie du diamètre de l'outil sur zéro pour tous les outils, car le logiciel de CAO/FAO tient déjà compte du diamètre de l'outil en programmant la trajectoire de la ligne centrale de l'outil.
Liste de contrôle :
1. Page Décalage :Sélectionnez et appuyez sur Décalage
2. Ajuster le décalage de diamètre :sélectionner et saisir une valeur
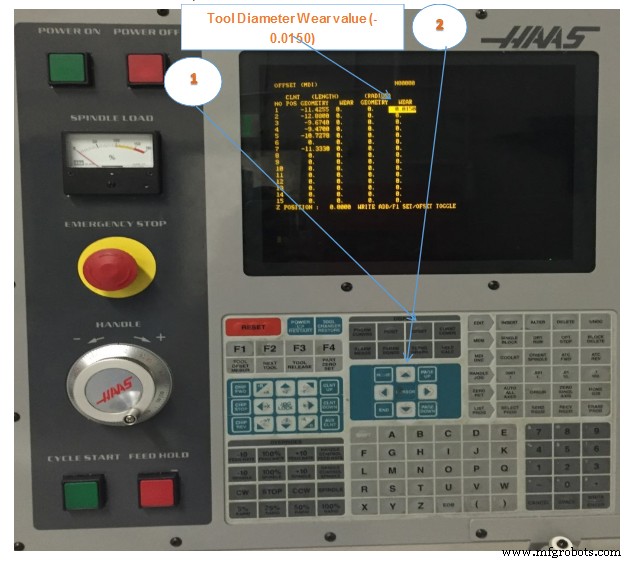
- Pg Up/Dn pour mettre en surbrillance l'outil à régler.
- Entrez une valeur à l'aide du pavé numérique.
- Exemple de valeur d'usure du diamètre de l'outil comme indiqué ci-dessus :-0,0150
- Sélectionnez et appuyez sur Ecriture/Entrée
Figure 20. Réglage des décalages CDC
Arrêter la machine CNC
Liste de contrôle :
1.Retirez l'outil de la broche :
- Entrez le numéro d'un carrousel d'outils vide.
- Sélectionner ATC FWD
2. Déplacez la machine vers la zone de sécurité :
• Sélectionnez Jog
3. Bouton d'arrêt :appuyez sur la mise hors tension
Liste de contrôle après la mise hors tension :
• Essuyez la broche avec un chiffon doux et propre pour éliminer le liquide de refroidissement et éviter la rouille.
• Rangez les outils.
• Nettoyer la zone de travail.
• Laissez toujours la machine, les outils et l'équipement dans le même état ou dans un meilleur état que lorsque vous les avez trouvés.
Il est important de nettoyer la machine après chaque utilisation pour éviter la corrosion, favoriser un environnement de travail sûr et par courtoisie professionnelle envers les autres. Prévoyez au moins 15 à 30 minutes à la fin de chaque cours pour le nettoyage. À tout le moins, rangez tous les outils et outillages inutilisés, nettoyez la machine avec du liquide de refroidissement, retirez le liquide de refroidissement restant de la table et faites fonctionner le convoyeur à copeaux.
TEST UNITAIRE
1. Veuillez énumérer huit domaines fonctionnels du clavier HAAS.
2. Décrire comment remplacer la porte.
3. Expliquez comment charger les outils.
4. Décrivez le MDI et donnez un exemple.
5. Expliquez comment définir le décalage du zéro pièce.
6. Veuillez décrire l'utilisation du MDI pour vérifier le décalage du zéro pièce.
7. Expliquez comment définir le décalage de la longueur d'outil
8. Veuillez décrire l'utilisation du MDI pour vérifier le décalage de la longueur d'outil.
9. Décrivez comment enregistrer le programme CNC.
10. Veuillez expliquer la procédure d'arrêt.
Technologie industrielle
- Circuits de contrôle
- Qu'est-ce que l'unité de contrôle :composants et sa conception
- MicroMax :unité d'interface de systèmes de relais robustes
- Introduction du système de contrôle SIEMENS 808D des routeurs Cnc
- A quoi doit ressembler l'outil idéal de contrôle de production ?
- 12 Chapitre 3 :Perceuse à colonne
- Préréglage automatique d'outils sur le centre de tournage CNC Haas
- Décalage d'outil dans un tour CNC avec commande Fanuc
- Effacer tous les décalages avec le code G10 G sur la machine-outil Haas