


Déphosphoration des aciers
Déphosphoration des aciers
Les effets du phosphore (P) sur les propriétés des aciers sont résumés dans l'onglet 1. On peut voir que P a des effets à la fois positifs et négatifs sur les propriétés de l'acier.
| Tab 1 Effets du phosphore sur les propriétés des aciers | ||
| Sl.No. | Propriété | Effet du phosphore |
| 1 | Force | Fort positif (renforce la ferrite) |
| 2 | Durcissement au four | Positif |
| 3 | Ductilité | Fort négatif |
| 4 | Recuit galvanique | Peut améliorer la résistance au poudrage |
| 5 | Phosphatabilité | Positif |
| 6 | Émaillage | |
| a. Écaillage du poisson | Négatif | |
| b. Décapage | Positif | |
| 7 | Soudabilité | Non nocif pour un contenu inférieur à 0,1 % |
| 8 | Perte de noyau dans la stratification du moteur | Fort négatif |
| 9 | Ténacité à la rupture | Fort négatif |
Les aciers à faible teneur en P sont nécessaires pour les applications nécessitant une ductilité élevée, telles que les tôles minces, l'acier embouti, les pipelines, etc. Au début, le contrôle du P n'était pas considéré comme un grand défi dans la production d'acier puisque les minerais de fer à Les teneurs en phosphore étaient disponibles facilement et à moindre coût. Cependant, dans un passé récent, en raison des prix élevés du minerai de fer, des minerais de fer à bas prix provenant de sources qui ont normalement une teneur en P plus élevée sont utilisés, ce qui a fait du contrôle du P une activité importante pendant la fabrication de l'acier.
En plus du P provenant des minerais de fer, le P entre également dans l'acier liquide en raison du recyclage du laitier BOF (Basic Oxygen Four). Le recyclage des scories BOF se fait via l'usine d'agglomération ou directement dans le haut fourneau afin de récupérer la teneur en fer et en chaux des scories et de minimiser les problèmes liés à l'élimination des scories. L'aggloméré ou le laitier BOF introduit dans le haut fourneau augmente inévitablement la teneur en P du métal chaud et donc les charges en P sur le processus de fabrication de l'acier.
Dans les aciéries intégrées, l'élimination du phosphore a normalement lieu au cours du processus de fabrication de l'acier primaire, généralement le processus BOF. Afin de répondre aux nouvelles demandes de contrôle du phosphore, il est nécessaire d'améliorer la compréhension de la thermodynamique et de la cinétique de la réaction de partage du phosphore entre le laitier et le métal en fusion au cours du processus de fabrication de l'acier.
La déphosphoration des aciers est devenue une technique métallurgique très importante dans le processus de fabrication de l'acier pour produire des aciers de haute qualité. Comme la teneur en P est contrôlée par les réactions dans le BOF, la technique du double laitier a généralement été appliquée pour obtenir des aciers calmés à faible teneur en P. Cependant, cette technique s'accompagne de l'augmentation du temps opératoire et de la diminution du rendement de l'acier. En plus des problèmes de productivité avec cette technique, une énorme quantité de laitier BOF est également générée pendant le fonctionnement du BOF.
Le phosphore peut également être éliminé au cours du processus d'affinage de l'acier. En fait, plus de 90 % de l'apport de P dans la masse fondue peut être éliminé dans le BOF. La capacité d'affinage du laitier dépend de nombreuses variables telles que la composition du laitier et du métal, la température, le temps et l'intensité de l'agitation du laitier/métal.
La teneur en P dans l'acier liquide pendant la coulée, la désoxydation, le soufflage de gaz inerte et la coulée peut augmenter progressivement en raison de son introduction avec des désoxydants et de sa réduction à partir d'un laitier. Cette possibilité est à prendre en compte pour maintenir les conditions de déphosphoration dans l'acier liquide. Suite aux réactions entre l'acier, le laitier et les désoxydants, l'équilibre du P se déplace vers une augmentation de la teneur en P de l'acier malgré une diminution significative de la température. Dans ce cas, la déphosphoration dépend essentiellement du rapport du poids de l'acier au laitier. Le rôle de ces facteurs peut être déduit de l'équation de bilan P suivante.
(teneur en P dans le laitier de poche) + (teneur en P dans l'acier de poche) =(teneur en P dans le métal taraudé) + (teneur en P dans le laitier piégé par l'acier en poche) + (P des désoxydants).
Réaction du phosphore et équilibre thermodynamique
Les premières études approfondies sur la déphosphoration ont été menées dans les années 1940. Ces études ont observé que FeO et CaO sont des constituants nécessaires du laitier pour la déphosphoration de l'acier. Ces études ont également montré que la réaction de déphosphoration est exothermique et que la capacité de déphosphoration du laitier diminue avec la température. Les études ont également observé que la déphosphoration est renforcée par une diminution de la température et une augmentation de la teneur en FeO et de la basicité du laitier.
De nombreuses corrélations ont été développées pour prédire le rapport de partage du P en fonction de la composition du métal et du laitier ainsi que de la température. Cependant, il existe encore des désaccords dans les données de laboratoire et la partition P à l'équilibre qui peuvent être prédites.
Bien que la quantification de l'équilibre P soit extrêmement importante, de nombreux fours sidérurgiques ne fonctionnent pas à l'équilibre, généralement en raison de la formation de laitier liquide, de la cinétique et des contraintes de temps. Ainsi, il est important de savoir à quelle distance de l'équilibre les fours de sidérurgie fonctionnent afin de proposer des compositions de laitier optimales pour favoriser la déphosphoration.
Il a été noté au cours des premières études que les conditions d'agitation et la composition du laitier sont deux variables clés pour permettre une élimination optimale du phosphore. De plus, la sursaturation du laitier avec CaO et MgO ne semble en aucun cas bénéficier au processus.
Il a été constaté au cours de ces études que les phénomènes interfaciaux dynamiques à l'interface métal-laitier sont susceptibles de jouer un rôle important dans le comportement cinétique du système, en raison de l'échange d'éléments tensioactifs, tels que l'oxygène (O2), qui abaisse considérablement la tension interfaciale et provoquer une émulsification spontanée. Il a également été constaté que le P ne joue pas de rôle dans l'émulsification spontanée et qu'il est rapidement éliminé avant l'apparition des phénomènes interfaciaux dynamiques. L'émulsification est peut-être causée par la désoxydation du métal après l'élimination du P et le métal est devenu sursaturé en O2 pour une raison inconnue. La surface estimée augmente rapidement de plus d'un ordre de grandeur pendant les périodes de début et intermédiaire de la réaction. La goutte de métal se brise en centaines de petites gouttelettes, émulsifiant efficacement le métal dans le laitier. Avec le temps, la surface diminue et les gouttelettes de métal fusionnent. Des résultats similaires ont été observés pour une gouttelette de fer (Fe) en cours d'oxydation.
Dans les années 1950, il a été proposé qu'il est satisfaisant de considérer la réaction se déroulant dans sa forme la plus simple comme indiqué ci-dessous.
2P + 5O =P2O5 (liquide)
L'énergie libre associée à la réaction a été évaluée à l'aide d'une estimation de l'entropie de fusion du P2O5, de sorte que
Delta G =– 740 375 + 535,365 T J/mol
A T plus de 1382 deg K, Delta G ? devient positif, ce qui entraîne la décomposition de P2O5 en P et O. Ainsi, l'élimination de P nécessite que P2O5 soit réduit. Le coefficient d'activité du P2O5 est augmenté par la silice (SiO2) et diminué par les oxydes basiques tels que CaO et MgO.
Au cours des années 1980, d'autres études ont été menées sur la séparation du phosphore dans divers systèmes de scories. Ces études ont indiqué que le rapport de distribution de P augmente avec l'augmentation de la teneur en CaO dans le laitier et avec la diminution de la température. On voit également que l'effet de CaF2 sur la déphosphoration est le même que CaO sans élever le point de fusion du laitier. Les effets de l'oxyde de baryum (BaO) et de l'oxyde de sodium (Na2O) sur la répartition du phosphore ont également été étudiés. Ces études ont conclu que les équivalences CaO de Na2O et BaO sont respectivement de 1,2 et 0,9 en pourcentage en poids.
La distribution de P dans les différents systèmes de laitier a été étudiée à de nombreuses reprises et plusieurs co-relations ont été développées. Les différentes conclusions de ces études sont résumées ci-dessous.
- Les teneurs en CaO, MgO, SiO2, P2O5, FeO et MnO du laitier ont une influence sur la répartition du P.
- Le laitier liquide est entièrement ionisé et P dans le laitier existe sous forme d'ion phosphate.
- Le log de la partition P est augmenté de 2,5 log % FeO comme prédit par la thermodynamique et l'augmentation de la basicité du laitier augmente également le coefficient de partition.
- L'augmentation de la basicité du laitier (CaO/SiO2) jusqu'à 2,0 a un fort effet d'augmentation sur la partition P. Cependant, l'augmentation est beaucoup moins prononcée avec des basicités supérieures à 2,5.
- Le rapport de partage du P augmente initialement avec l'augmentation de la teneur en FeO, mais diminue ensuite après qu'un certain niveau est atteint. Ce niveau est fonction de la basicité du laitier et de la température. Ces conclusions sont également valables pour des teneurs en FeO dans le laitier comprises entre 15 % et 25 %. Plus précisément, la partition P est indépendante des teneurs en FeO supérieures à 19 %. De plus, la partition P semble être plus faible avec une augmentation de la teneur en MgO à des températures de 1 600 deg C et 1 650 deg C.
- Pour les scories contenant de 0,2 % à 1,0 % de P2O5, le log du coefficient d'activité de P2O5 est une fonction linéaire de la teneur en CaO et MgO et qu'il n'y a pas de dépendance à la température. Pour les scories contenant plus de 1 % de P2O5, le logarithme du coefficient d'activité de P2O5 est également une fonction linéaire de CaO, mais il dépend également de la température.
- Les augmentations des concentrations de Ca2+, Fe2+ et Mg2+ entraînent une diminution du coefficient d'activité de P2O5 alors que (SiO4)4- a l'effet inverse.
- La polymérisation du phosphore ne se produit pas de manière importante dans les scories que l'on trouve normalement dans la fabrication de l'acier.
D'autres approches de la partition du modèle P entre l'acier et le laitier ont également été essayées. En 2011, un modèle thermodynamique exhaustif basé sur la théorie de la coexistence des ions et des molécules (IMCT) a été développé pour prédire le rapport de distribution du P entre les scories CaO-SiO2-FeO-Fe2O3-MnO-Al2O3-P2O5 et l'acier liquide. L'IMCT suppose que le laitier est composé d'ions simples, tels que Ca2+, Fe2+, Mg2+ et O2-; molécules simples, P2O5, SiO2 et Al2O3; silicates, aluminates et bien d'autres en tant que molécules complexes. Toutes les espèces ioniques participent à des réactions pour former des molécules complexes à partir de couples d'ions (Me2+ et O2-) et de molécules simples et sont en équilibre thermodynamique. Les éventuelles molécules P prises en compte sont P2O5, 3FeO.P2O5, 4FeO.P2O5, 2CaO.P2O5, 3CaO.P2O5, 4CaO.P2O5, 2MgO.P2O5, 3MgO.P2O5 et 3MnO.P2O5. Il a été constaté que 3CaO.P2O5 et 4CaO.P2O5 ont une contribution à la partition P mesurée de 96 % et 4 % respectivement.
La discussion portait jusqu'à présent sur l'équilibre P entre l'acier liquide et le laitier liquide. Cependant, du fait de la nature multi-composants des laitiers sidérurgiques, il n'est pas rare d'avoir d'éventuelles phases solides en équilibre avec le laitier liquide. Des études substantielles ont été menées sur des phases solides spécifiques qui sont courantes dans les scories sidérurgiques. Plus spécifiquement, les études ont porté sur les scories contenant des particules de 2CaO.SiO2 et CaO. Ces phases solides sont normalement présentes dans les scories sidérurgiques au cours du processus BOF et peuvent jouer un rôle dans la déphosphoration puisque des phosphates peuvent y être dissous.
Affinage du phosphore dans le procédé BOF
Un bon sidérurgiste est aussi un bon producteur de scories » est un dicton populaire parmi le personnel de la sidérurgie et est très pertinent dans le contexte du procédé BOF. Avoir un bon contrôle de la formation et de la composition du laitier permet un affinage optimal et minimise le risque de devoir resouffler l'O2 ou de faire des ajouts supplémentaires à la fin de la chaleur. Au début du coup, la lance est maintenue bien au-dessus de la surface du métal. Pendant les 3 à 4 premières minutes, le Si (silicium) du métal s'oxyde rapidement avec le Fe formant un laitier riche en FeO et SiO2. Des quantités substantielles de chaux et de chaux dolomitique sont ajoutées au BOF. Au fur et à mesure que le soufflage se poursuit, la chaux solide se dissout continuellement dans le laitier liquide, augmentant la masse et la basicité du laitier. Au fur et à mesure que la décarburation se poursuit, le laitier commence à mousser et le gaz CO généré réduit la teneur en FeO dans le laitier. Vers la fin du soufflage, la vitesse de décarburation diminue et l'oxydation du Fe redevient significative. Tout au long du soufflage, la température du métal augmente régulièrement de 1 350 deg C à 1 650 deg C et la température du laitier est généralement supérieure de 50 deg C à celle du métal à la fin du soufflage.
Le mécanisme de dissolution de la chaux est très pertinent pour le processus BOF et l'élimination du phosphore. L'obtention d'une dissolution rapide de la chaux au cours du processus BOF offre une bonne occasion d'augmenter la productivité, de réduire le temps et les coûts du processus. Le mécanisme de dissolution de la chaux est fonction de la composition du laitier et du niveau de saturation en silicate dicalcique (2CaO.SiO2). Le laitier initial est riche en FeO et SiO2. Lorsque la chaux est ajoutée pour la première fois et commence à se dissoudre, une couche de 2CaO.SiO2 se forme autour des particules solides et ralentit la vitesse de dissolution de la chaux. Cette couche solide peut se rompre et les scories peuvent pénétrer davantage dans les pores de la particule de chaux et poursuivre la dissolution. La pénétration du laitier est fonction de la viscosité et de la taille des pores de la particule solide.
Étant donné que dans le procédé BOF, il y a fréquemment des phases d'oxyde solide coexistant avec le laitier, il est important de comprendre comment les particules solides peuvent influencer l'élimination du phosphore. Plusieurs études ont porté sur la solubilité du P dans différentes particules solides telles que CaO, 2CaO.SiO2 et 3CaO.SiO2. Voici quelques-unes des conclusions de ces études.
- La répartition du phosphore entre les particules de 2CaO.SiO2 et le laitier varie entre 2 et 70 à mesure que la teneur en FetO et la basicité dans le laitier augmentent. La dépendance à la température de la distribution de P s'avère très faible et les particules isolées de 2CaO.SiO2 montrent une transformation uniforme complète en 2CaO.SiO2-3CaO.P2O5 en 5 secondes.
- Au contact du laitier CaO-FetO-SiO2-P2O5, la particule CaO est rapidement encapsulée par une couche de 2CaO.SiO2-3CaO.P2O5 et un laitier CaO-FetO sans que P2O5 se forme entre la particule CaO et le 2CaO .SiO2-3CaO.P2O5 solution solide.
- Il existe deux voies possibles pour le transfert de P des scories vers 2CaO.SiO2. Dans la première voie, 2CaO.SiO2-3CaO.P2O5 précipiterait du laitier liquide après le transfert de P de la phase métallique. Dans la deuxième voie possible, les particules de 2CaO.SiO2 déjà présentes dans le laitier avant P sont transférées du métal. P est ensuite diffusé dans la particule 2CaO.SiO2 précipitée et exempte de P. Il a été constaté que le taux de transfert de P par voie de précipitation est beaucoup plus rapide que par voie de diffusion. Cela souligne le fait que le fait d'avoir des particules 2SiO2.SiO2 préexistantes n'améliore pas nécessairement l'élimination du P.
Pendant le coup dans le processus BOF, un environnement très dynamique est créé. Lorsque le jet d'O2 frappe la surface du laitier et, par la suite, le métal liquide, il crée une émulsion triphasée gaz-laitier-métal, ce qui augmente considérablement la surface interfaciale totale disponible pour que plusieurs réactions chimiques se produisent entre les phases. Des gouttelettes de métal sont éjectées en continu du bain de métal en vrac dans le mélange laitier-gaz où elles peuvent réagir pendant une durée donnée. La génération de ces gouttelettes métalliques est très importante pour la cinétique à l'intérieur du BOF.
La vitesse d'affinage, au cours du procédé BOF, n'est pas seulement fonction de la cinétique chimique mais également fonction du temps de séjour d'une gouttelette métallique donnée dans le laitier. Le temps de séjour calculé d'une gouttelette de métal éjectée du métal en vrac se déplaçant selon une trajectoire balistique à travers le laitier est inférieur à 1 seconde, ce qui est trop court pour qu'une gouttelette donnée réagisse de manière significative. Cependant, lors de l'étude du comportement des gouttelettes de Fe-C dans le laitier, il a été observé que la formation d'un "halo" gazeux lors de la décarburation maintient la gouttelette de métal en suspension dans le laitier de 50 secondes à 200 secondes. Sur la base de ces observations, le modèle est modifié pour inclure l'effet de la décarburation sur la densité apparente d'une gouttelette de métal et est capable de prédire les temps de séjour de consistance.
Le rapport intitulé «Imphos:Improving Phosphorus Refining» publié en 2011 s'est penché, entre autres, sur les profils de ratio métal/laitier, la distribution granulométrique des gouttelettes de métal dans l'émulsion laitier/métal, la distribution de P à l'interface laitier-métal et la dissolution de la chaux. Le rapport a défini cinq profils d'élimination du P, comme le montre la figure 1. Ces profils sont (i) un profil de P presque constant, (ii) un profil de réversion de P, (iii) un profil d'élimination de P élevé, (iv) un profil de réversion et de ralentissement de P, et (v) réversion avec profil d'élimination rapide du phosphore. Pour chacun de ces profils, la quantité de métal et sa composition chimique ont été étudiées pour l'émulsion laitier/métal et pour le bain de masse. Il a été constaté que la teneur en P des gouttes de métal dans le laitier est généralement inférieure ou égale à celle du bain en vrac, ce qui indique que l'élimination du P est entraînée par la déphosphoration des gouttelettes de métal présentes dans l'émulsion laitier/métal plutôt que dans l'émulsion. bain en vrac. Une observation intéressante dans le rapport est que, pendant les premières étapes du soufflage, l'élimination du phosphore dans les gouttelettes émulsifiées s'est produite beaucoup plus rapidement que la décarburation.
Les gouttelettes de métal s'avèrent extrêmement appauvries en P (beaucoup moins de 100 ppm) alors qu'il y a bien plus de 1 % de C dans le bain. Ceci est potentiellement lié au «halo» de gaz et à l'émulsification, qui peuvent augmenter le temps de séjour des gouttelettes pendant les premières étapes du soufflage, ce qui lui donne suffisamment de temps pour réagir avec le laitier hautement oxydant présent, ce qui entraîne une élimination rapide du P si la taille des gouttelettes est approprié. Étant donné que l'élimination du P est fortement liée à la génération de gouttelettes de métal, il existe une hauteur de lance idéale à chaque étape du soufflage pour maximiser la génération de gouttelettes et créer une bonne émulsion laitier/métal/gaz. On observe qu'à mesure que la hauteur de la lance diminue, moins de gouttelettes de métal sont générées.
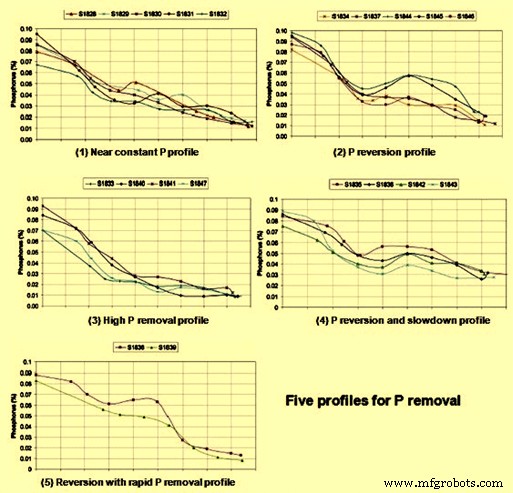
Fig 1 Différents profils d'élimination du P
Le mécanisme de déphosphoration dans le processus BOF peut être résumé comme ci-dessous.
- Au début du soufflage, lorsque la lance O2 est maintenue haute, une bonne éjection des gouttelettes est obtenue et l'élimination du P se produit rapidement.
- Au fur et à mesure que le soufflage se poursuit et que la décarburation commence à générer du gaz CO, FeO dans le laitier est réduit et le laitier peut devenir insuffisamment oxydant. Cela peut entraîner la réversion du P dans la masse fondue lorsque les gouttelettes sont rephosphorisées et retournent dans le métal en vrac. Ceci est particulièrement important si la dissolution de la chaux n'est pas optimale.
- Plus près de la fin du soufflage, la décarburation ralentit et la teneur en FeO dans le laitier augmente favorisant à nouveau la déphosphoration. Cependant, cela peut ne pas être suffisant pour compenser l'éventuelle inversion qui s'est produite plus tôt.
- Des résultats optimaux peuvent être obtenus en surveillant étroitement FeO et CaO dans le laitier. Les ajouts de minerai de fer peuvent être utiles pour maintenir une teneur idéale en FeO afin de poursuivre l'oxydation du P parallèlement à la décarburation.
Cinétique d'élimination du phosphore
Bien que l'équilibre du P ait été largement étudié, la cinétique d'élimination du P n'a pas été étudiée à ce point. Cependant, les mêmes principes pour les autres réactions métallurgiques à haute température s'appliquent. Lorsque P dissous dans Fe entre en contact avec le laitier, plusieurs étapes qui fournissent une illustration basique du phénomène, ont lieu au cours de la réaction de déphosphoration. Ces étapes sont les suivantes.
- Transfert de masse dans la phase métallique de [P] et [O] vers l'interface laitier-métal
- Transfert de masse dans la phase laitier de (O2-) vers l'interface laitier-métal
- Réaction chimique à l'interface laitier-métal pour la formation de (PO4)3-
- Transfert de masse dans la phase laitier de (PO4)3- loin de l'interface de réaction
Étant donné que la déphosphoration se produit à des températures élevées, il est raisonnable de supposer que la réaction chimique à l'interface est rapide et à l'équilibre. Par conséquent, les étapes de limitation de vitesse possibles sont le transfert de masse dans les phases de métal ou de laitier ou les deux, si l'on suppose qu'il n'y a pas de phases solides présentes dans le laitier capables d'absorber le phosphore.
L'une des études sur la cinétique de déphosphoration du métal chaud Fe-C(sat)-P par les scories oxydantes, montre que l'un des principaux défis de la déphosphoration du métal liquide est de quantifier correctement la force motrice de la réaction due au non -potentiel O2 d'équilibre à l'interface laitier/métal. Ce déséquilibre se produit en raison de la décarburation du métal liquide qui abaisse le potentiel O2 dans le métal. Dans de tels cas, le laitier est à un potentiel O2 élevé alors que le métal est à un potentiel O2 bas. Au cours de l'étude, il a été constaté que la réaction de déphosphoration suit la vitesse cinétique du premier ordre par rapport à la concentration de P dans le métal et que des teneurs plus élevées en FeO augmentent le coefficient de transfert de masse du laitier en raison d'une diminution de la viscosité, même si FeO peut également avoir un impact positif. ou négativement la force motrice de la réaction. L'étude a également indiqué que le transport de masse dans la phase de laitier est l'étape limitant la vitesse de la déphosphoration du métal.
Plus récemment, une autre étude a utilisé une approche mathématique pour quantifier le transfert de masse de P entre le métal et le laitier. L'étude a montré que le coefficient de transfert de masse apparent semble être une fonction de la tension interfaciale, qui est affectée par le flux de masse d'un élément tensioactif, tel que O2, en particulier dans des conditions de transfert de masse rapide. Les changements dans le paramètre de transfert de masse sont liés au phénomène d'interface dynamique qui améliore le transfert de masse pendant les périodes de flux élevé d'O2 à travers l'interface. Ce flux élevé d'O2 est suggéré pour abaisser la tension interfaciale pendant la réaction, ce qui conduit à une augmentation de la surface interfaciale ou du coefficient de transfert de masse ou des deux.
Plusieurs études ont montré qu'une émulsification spontanée peut se produire lors de périodes de transfert de masse intense d'éléments tensioactifs en raison d'une diminution très prononcée de la tension interfaciale entre deux liquides non miscibles. Aussi, pour la tension interfaciale d'équilibre, les teneurs en O2 et S (soufre) dans le métal jouent un rôle significatif sur la tension d'équilibre observée. L'ajout de CaF2 et de Na2O augmente la tension interfaciale mais les ajouts de MnO ont tendance à l'abaisser. L'une des études a montré que lorsque le flux d'O2 devient supérieur à environ 0,1 g atome/m² sec, la tension interfaciale se rapproche d'une valeur proche de zéro. Lorsque le flux d'O2 devient inférieur à 0,01 g atome/m² sec, la tension interfaciale augmente rapidement jusqu'à une valeur proche de la tension d'équilibre.
La cinétique de déphosphoration a été beaucoup moins étudiée que l'équilibre P entre métal-laitier. Il existe des désaccords quant à savoir si le transfert de masse dans le métal, le laitier ou les deux contrôle la vitesse de la réaction. En raison de la nature de la réaction, un phénomène d'interface dynamique semble avoir un rôle significatif sur la vitesse globale de la réaction. Une émulsification spontanée semble se produire lorsqu'un transfert de masse rapide d'O2 a lieu à l'interface des systèmes métal-laitier. Il en résulte une diminution substantielle de la tension interfaciale, augmentant ainsi la surface de réaction et sa vitesse globale. Cependant, le calcul direct des changements de zone de réaction dus à l'émulsification spontanée reste très difficile.
Processus de fabrication
- Matériaux d'impression 3D en métal
- Inconel contre acier inoxydable
- Nuances d'acier à outils courantes
- Inclusions, ingénierie des inclusions et aciers propres
- Granulation de laitier de haut fourneau à la fonderie
- Exploitation du laitier à haute teneur en alumine et du haut fourneau
- Azote dans les aciers
- Qu'est-ce que le laitier ?
- Comprendre le soudage sous laitier électrolytique (ESW)