


Arc de violon
Contexte
Plusieurs types d'instruments de musique à cordes, parmi lesquels le violon, l'alto et le violoncelle ne peuvent pas être joués avec succès sans archet et sont donc appelés « instruments à cordes frottées ». Parce qu'ils sont presque toujours entendus lorsqu'ils sont inclinés, l'archet est considéré comme faisant partie intégrante de leur production sonore, apportant son propre caractère et son propre timbre. L'utilisation de différents archets sur le même instrument produira en conséquence une tonalité différente. La plupart des instrumentistes pensent que la qualité de l'archet est aussi importante que celle de l'instrument, et les archets fins sont donc fabriqués et sélectionnés avec le plus grand soin.
Historique
La pratique consistant à utiliser un archet quelconque pour produire un son musical est si ancienne que son origine ne peut qu'être supposée. Le scénario le plus probable est que l'ancien arc de chasse, sa corde traitée avec des mélanges de cire et de résine pour maintenir les brins ensemble, servait d'instrument ou d'arc dans différents contextes. A partir de cette origine primitive, l'arc a traversé d'innombrables étapes d'évolution. Les plus récents et les plus importants pour nous aujourd'hui sont l'arc dit « premier » et l'arc « moderne ». Tous les arcs de ces types ont des choses importantes en commun :ce sont des bâtons effilés en bois spéciaux qui sont pliés en permanence en un arc, et ont une longueur de crin de cheval aplati, tendu, sous une certaine tension, d'un bout à l'autre du bâton. Une extrémité est généralement pointue et l'autre carrée et généralement équipée d'une petite partie surélevée pour fixer et ajuster la tension des cheveux. L'extrémité pointue de chacun s'appelle la « pointe », et la partie surélevée de l'autre extrémité, la « noix », ou plus tard, la « grenouille ». (Les experts ne savent pas exactement comment ce dernier nom a évolué.)
Le premier arc (parfois appelé arc "baroque") est basé sur le plus ancien et le plus évident des modèles, et a une courbe qui s'incline loin des cheveux. Ce type d'arc était d'usage courant jusqu'au début du XIXe siècle, lorsque l'arc moderne est entré en service. Bien que leur conception rende ces arcs agiles et réactifs, leur délicatesse n'était pas adaptée à la pression nécessaire pour un jeu plus fort et plus puissant. Au fur et à mesure que les salles de concert et les orchestres devenaient plus grands, les instruments de la famille des violons ont reçu des modifications subtiles pour répondre aux exigences des grands interprètes. Cependant, aucune modification n'a été possible pour l'arc primitif, et il a subi une extinction rapide à cause de l'arc moderne. Après la création de l'archet moderne, l'archet ancien est devenu presque inconnu jusqu'à ce qu'il soit relancé à la fin des années 1960 par des passionnés de musique ancienne cherchant à recréer l'ambiance de cette période.
L'arc moderne fut une révélation après son introduction en France au tournant du 19ème siècle. On attribue généralement à la famille Tourte le mérite d'avoir donné à l'archet moderne sa forme finale acceptée, tout comme Antonio Stradivari a contribué à la fabrication du violon. La fabrication d'arcs modernes a atteint son apogée à Paris entre le milieu du XIXe et le milieu du XXe siècle, et des archetiers sont venus de toute l'Europe pour collaborer avec les célèbres ateliers français et partager leur excellente réputation en matière d'archet. Les plus grands changements dans l'arc moderne ont consisté à inverser la courbe du bâton dans les cheveux, pour lui donner plus de tension et de résistance; raccourcir la pointe en une hache trapue 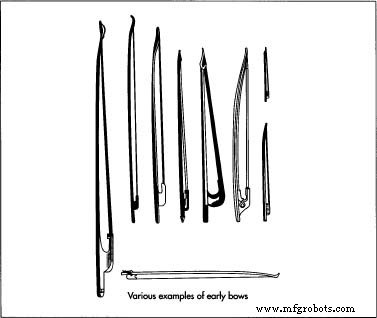 forme pour accélérer le flex du bâton ; introduction d'un ajusteur à vis et à œil pour un ajustement plus fin des cheveux; et l'adoption du bois Pemarnbuco comme bois standard pour le bâton. D'autres améliorations éventuelles comprenaient l'adaptation d'une férule sur la grenouille pour tenir les poils répartis sur toute la largeur de la grenouille, quelle que soit la tension. Les fabricants ont expérimenté de nombreuses modifications subtiles, notamment la construction de bâtons avec des tiges rondes ou octogonales, l'utilisation de métaux et de matériaux précieux pour les supports et l'incorporation de changements subtils dans la dimension et la courbure du bâton. Aujourd'hui, les archets fins sont fabriqués à peu près de la même, sinon exactement, de la même manière qu'ils l'étaient autrefois par les artisans qui les ont conçus en France il y a plus de 150 ans.
forme pour accélérer le flex du bâton ; introduction d'un ajusteur à vis et à œil pour un ajustement plus fin des cheveux; et l'adoption du bois Pemarnbuco comme bois standard pour le bâton. D'autres améliorations éventuelles comprenaient l'adaptation d'une férule sur la grenouille pour tenir les poils répartis sur toute la largeur de la grenouille, quelle que soit la tension. Les fabricants ont expérimenté de nombreuses modifications subtiles, notamment la construction de bâtons avec des tiges rondes ou octogonales, l'utilisation de métaux et de matériaux précieux pour les supports et l'incorporation de changements subtils dans la dimension et la courbure du bâton. Aujourd'hui, les archets fins sont fabriqués à peu près de la même, sinon exactement, de la même manière qu'ils l'étaient autrefois par les artisans qui les ont conçus en France il y a plus de 150 ans.
Matières premières
La fabrication de l'arc commence par la sélection et le dégrossissage des bons bois et matières premières. Le bois de pemambuco est le type de bois accepté à partir duquel le bâton de l'arc est façonné. Le bois de pernambouc ne pousse que dans la région du delta de l'Amazone dans un état brésilien du même nom. En fait, il existe plusieurs sous-espèces de ce bois, dont beaucoup sont complètement éteintes et d'autres qui sont rapidement en voie d'extinction. Après la récolte, les grumes sont sciées en planches, puis en « ébauches » qui sont découpées selon l'ébauche ressemblant au bâton et à sa pointe. L'ébène pour la grenouille est divisé à partir de sections transversales de rondins en petits coins qui ressemblent aux dimensions extérieures finies. Des feuilles d'argent ou d'or sont préparées à l'épaisseur des diverses garnitures métalliques, et un bâton rond ou un goujon en ébène est préparé pour faire le barillet de réglage. La glissière décorative en perles et les yeux en perles sont fabriqués à partir de feuilles d'ormeau ou de nacre spécialement fraisées, sciées et limées pour obtenir une taille et une forme approximatives.
Le processus de fabrication
Dégrossir le bâton
- 1 L'ébauche du bâton fait référence au processus de sculpture et de rabotage du bâton à ses dimensions finies approximatives. Le flan équarri en bois de Pembnambuco est soit tenu
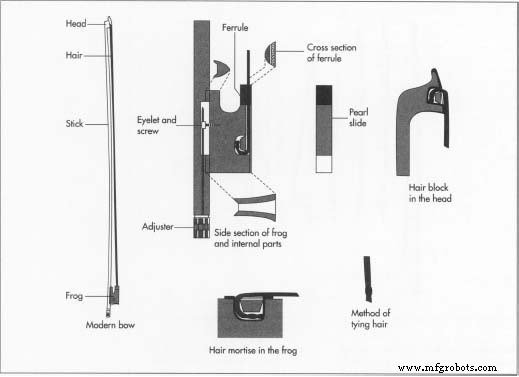 Parties principales d'un archet de violon. à travers le coin d'un banc ou le long d'une planche spéciale, et raboté à la main avec des rabots spécialement conçus, façonnant le bâton dans sa forme octogonale caractéristique. À l'aide d'un appareil à chaleur directe tel qu'une lampe à alcool ou un brûleur à gaz, le bâton est chauffé lentement jusqu'à ce qu'il devienne suffisamment flexible pour se plier. Une fois prêt, le bâton est plié en une courbe approximative ou approximative. Une fois refroidi, le bâton est mis de côté et le travail sur la grenouille commence.
Parties principales d'un archet de violon. à travers le coin d'un banc ou le long d'une planche spéciale, et raboté à la main avec des rabots spécialement conçus, façonnant le bâton dans sa forme octogonale caractéristique. À l'aide d'un appareil à chaleur directe tel qu'une lampe à alcool ou un brûleur à gaz, le bâton est chauffé lentement jusqu'à ce qu'il devienne suffisamment flexible pour se plier. Une fois prêt, le bâton est plié en une courbe approximative ou approximative. Une fois refroidi, le bâton est mis de côté et le travail sur la grenouille commence.
Dégrossir la grenouille
- 2 La grenouille commence par le façonnage des ferrures. Plusieurs pièces nécessitent une soudure ainsi qu'un pliage et un façonnage. La virole, un peu comme un anneau demi-rond, est une longueur semi-circulaire de feuille d'argent soudée à un plat. Le bouton pour l'ajusteur a besoin d'un ou deux anneaux d'argent. Les autres pièces métalliques comprennent une doublure en argent, qui est façonnée à trois facettes d'un octogone sur une matrice en acier, pour se conformer aux trois facettes sur lesquelles elle entrera en contact avec le bâton. Si la grenouille est conçue avec une plaque arrière, la plaque est façonnée et pliée à l'angle de 90 degrés du dos de la grenouille où elle doit être incrustée.
Le coin en ébène est coupé à la longueur et raboté fidèlement à son centre de tous les côtés avec un petit rabot tranchant comme un rasoir. Les différentes ferrures métalliques viennent s'emboîter sur la grenouille à leur place respective. Bien que la fabrication commerciale moderne utilise des fraiseuses pour accomplir cette partie, les meilleurs constructeurs modernes n'ont aucun problème à faire ce travail à la main.
L'ajustement du métal à la grenouille commence par le perçage d'un trou de 3 mm appelé "gorge" juste sous la zone où se trouve la virole. La virole est ajustée sur la partie la plus large de la gorge à l'aide d'un couteau et de petits ciseaux jusqu'à ce qu'elle affleure et se nivelle. Les côtés sont de forme concave avec une gouge. La fente pour la glissière à perles, avec ses côtés découpés à 20 degrés, doit ensuite être rasée avec les ciseaux. La cavité pour les cheveux, appelée mortaise des cheveux, est percée et sculptée dans la grenouille avec une perceuse à arc et un ciseau. La doublure est ensuite ajustée au bord étroit de la longueur de la grenouille à l'aide des ciseaux. La doublure se conforme aux trois facettes supérieures de la forme octogonale du bâton et constitue la surface d'appui de la grenouille contre le bâton. Une plaque arrière effilée en argent s'étendant de l'arrière de la fente coulissante en perles à la facette centrale de la doublure est incrustée jusqu'à l'extrémité plate de la grenouille. La grenouille est ensuite façonnée à l'aide d'un couteau, de limes et de petits grattoirs en tôle d'acier mince. Les décorations, appelées yeux, sont incrustées sur les côtés de la grenouille à ce stade. Ensuite, le goujon en ébène pour le bouton de réglage est façonné séparément sur un tour.
Fixation de la grenouille au bâton
- 3 Une fois la grenouille terminée, la tâche suivante consiste à l'adapter au bâton ébauché. Cela se fait en farinant la doublure de la grenouille et en la frottant contre les facettes du bâton au point où la grenouille entre en contact. Grâce à un processus consistant à marquer le bâton de cette manière et à raboter, gratter et limer soigneusement les marques, la grenouille est mise en contact approprié avec les trois facettes inférieures. Ensuite, des trous sont percés dans le bâton pour l'ensemble vis et œil qui attache la grenouille à l'écrou en laiton à l'extrémité du bâton.
Finition du bâton et de la grenouille
- 4 La première étape consiste ici à fixer une plaque d'ivoire sur la tête ou la pointe de l'arc. Une plaque d'ivoire est préparée avec une section surélevée pour l'angle droit du "bec" avec une fine stratification de placage d'ébène tout le long de sa surface intérieure. L'ivoire est collé sur la face inférieure de la tête.
La mise en forme de la tête se fait au couteau et à la lime. Ce travail suit généralement un modèle établi et est accompli au moyen d'un modèle ou d'un gabarit, qui est alternativement tracé et comparé à la sculpture au fur et à mesure de sa progression. Les modèles de têtes élégants des arcs classiques sont souvent très beaux et ont inspiré les connaisseurs du monde entier à les collectionner. Tous les grands archetiers ont imprimé leur travail avec leur propre style, et les experts sont facilement capables de reconnaître la plupart des styles importants, chaque tête s'apparentant à la signature du luthier. Une fois la tête terminée, la mortaise pour les cheveux y est coupée et la finition du bâton peut continuer.
Le bâton doit maintenant être amené dans la dimension finale, un processus appelé graduation. Le bâton se rétrécit de 3,5 à 5,0 mm juste derrière la tête à 6,5 à 8,5 mm à l'extrémité du bouton. À l'aide d'une jauge ou d'un pied à coulisse, l'artisan rabote habilement cette transition d'épaisseur dans le bâton. L'ensemble du processus doit être fait tout en préservant l'intégrité d'un octogone parfait. La transition de l'octogone dans la tête est la plus difficile et se termine par les trois facettes supérieures convergeant vers le haut, les deux facettes latérales devenant le côté de la tête et les trois inférieures devenant l'arrière de la tête et les chanfreins (une fine coupe de finition, à un angle de 45 degrés sur les côtés). Tout ce travail est réalisé soit au rabot pour les facettes, soit au couteau et à la lime pour le détail de la tête. Le bâton est simplement tenu à la main à travers une planche plate ou le coin de l'établi tout en rabotant les facettes. La tête est simplement tenue dans la main pendant la finition.
Si le bâton doit être fini rond, comme beaucoup le sont, les bords de l'octogone sont rabotés après l'obtention du diplôme, et le bâton est arrondi de cette manière à une zone d'environ 1,6-2,4 pouces (4-6 cm) devant la grenouille. La zone où l'on tient l'arc est presque toujours octogonale.
Traiter le bâton
- 5 L'archet n'a généralement pas de véritable vernis en tant que tel car le Pernambuco est intrinsèquement sombre et huileux. Mais le bâton peut être soumis à un certain nombre de traitements chimiques pour obtenir sa couleur marron chocolat caractéristique. Le traitement de couleur le plus courant consiste à baigner le bâton dans de l'acide nitrique, puis à une exposition neutralisante aux vapeurs d'ammoniac. L'arc reçoit un éclat et une protection supplémentaires grâce à une technique connue sous le nom de "polissage français". Cela implique l'application d'une solution diluée de gomme laque, parfois mélangée à d'autres gommes ou résines, avec un chiffon légèrement huilé tenu enroulé autour des doigts.
L'ébauche et la finition des bâtons d'arc ne varient pas en technique, de la fabrication à la main à la fabrication commerciale. La plupart des archets de violon sont entièrement fabriqués à la main. Seules la rapidité de production, la qualité des matériaux et le soin apporté aux finitions font la différence entre le médiocre et le sublime.
Laper et coiffer l'arc
- 6 Le rodage ou l'enroulement agit comme une prise pour le bâton et est souvent appelé « prise ». Il couvre généralement une longueur de 7,6 cm (3 pouces) en partant juste devant la grenouille et en allant vers la pointe. Il se compose d'un matériau, généralement du fil d'argent, enroulé en spirale compacte autour du bâton. Une partie de l'enroulement le plus proche de la grenouille est recouverte de cuir pour protéger l'endroit où repose le pouce du joueur.
Le coiffage de l'arc est assez routinier, car les cheveux s'usent en jouant et doivent être fréquemment remplacés. Le crin est acheté déjà sélectionné, tiré et mis en paquets de longueurs uniformes. Une petite quantité en est séparée et un petit nœud de colophane est façonné à une extrémité à l'aide d'un fil fin très résistant. Le nœud est renforcé en insérant l'extrémité des cheveux dans la chaleur d'une flamme et en dilatant les cheveux derrière. Un petit bouchon en bois est sculpté pour s'adapter à la mortaise de la tête, et les cheveux sont retournés et attachés dans la tête avec ce bouchon, qui maintient les cheveux répartis sur le bord supérieur dans une bande plate uniforme et soignée. Avec la grenouille tout en avant, les cheveux sont mesurés à la longueur, coupés et après beaucoup de peignage et d'arrangement, attachés de la même manière à l'extrémité près de la grenouille. Une autre cheville en bois est façonnée pour la mortaise de la grenouille. La virole est glissée sur les cheveux et après beaucoup plus de peignage, les cheveux sont retournés et attachés à nouveau avec une cheville en bois, cette fois dans la grenouille. Les cheveux sont peignés à nouveau avant d'enfoncer la lame de perle, et à nouveau après avoir glissé sur la virole. Une cale en bois est sculptée pour s'adapter à la largeur de la virole afin de maintenir les cheveux écartés comme un ruban. Après un peu plus de peignage, le coin est poussé dans la virole contre les cheveux et coupé avec un couteau. Avec l'application d'un peu de colophane sur les cheveux, pour l'adhérence, le nouvel arc est prêt à jouer.
Processus de fabrication
- Le développement des plastiques modernes
- Les 10 principales tendances modernes des plastiques de performance
- Une approche moderne de la formation pour une main-d'œuvre moderne
- The Modern Data Estate :Data Lake vs. Data Warehouse
- Mises à niveau de la maison intelligente pour la vie moderne
- Problèmes d'arc et de torsion avec PCBS
- Le logiciel IHM moderne propulse l'industrie 4.0
- Utiliser une grue moderne :pourquoi la modernisation des grues en vaut la peine
- Comment fonctionne une presse plieuse moderne ?