


Mesure de la qualité du ruban préimprégné thermoplastique pour le contrôle du processus de pièces
Les industries aérospatiale et automobile sont toutes deux intéressées par les applications utilisant des rubans thermoplastiques préimprégnés. Comme on pouvait s'y attendre, la qualité des pièces finies est considérablement affectée par la qualité de la matière première du stratifié. Bien que les rubans thermoplastiques préimprégnés soient utilisés depuis des décennies, la recherche de la qualité s'est intensifiée car beaucoup cherchent à se consolider in situ, sans autre application de pression ou de chaleur. L'organisme français de R&T d'ingénierie et de fabrication de pointe Cetim (Nantes, France) a développé un système d'assurance qualité de ces matériaux, qui à son tour augmente le contrôle qualité des pièces finies.
Qualité de la bande nécessaire pour la consolidation in-situ
Le Cetim a développé plusieurs technologies pour la réalisation de pièces composites thermoplastiques. L'un comprend une machine d'enroulement filamentaire laser pour rubans thermoplastiques préimprégnés. L'objectif de la machine est de fabriquer des applications de réservoirs et de tubes qui, jusqu'à présent, étaient limitées aux matériaux composites métalliques et thermodurcissables.
Ce procédé d'enroulement thermoplastique est basé sur le même concept que l'enroulement filamentaire thermodurcissable, mais avec une étape de consolidation in situ différente. Pour les composites thermoplastiques, un laser - tel que celui utilisé avec le placement automatisé des fibres (AFP) du ruban thermoplastique préimprégné - chauffe une zone spécifique du ruban pour augmenter la matrice thermoplastique jusqu'à son point de fusion. Dans cette région de température de fusion, la consolidation de la bande est réalisée tandis que la matrice est fondue avec une pression appliquée par un tambour. Les couches successives de la pièce sont empilées et consolidées lors du bobinage.
Cependant, comme l'industrie l'a découvert lors du développement de méthodes de placement automatisées au cours de la dernière décennie, afin de produire des pièces avec des propriétés et des performances fiables, il est nécessaire de comprendre le comportement thermique et physico-chimique de ces rubans thermoplastiques. Par exemple, le ruban doit avoir des dimensions constantes et une très faible porosité pour éviter les fluctuations de température lors de l'application qui pourraient entraîner une mauvaise consolidation entre les couches.
Ainsi, pour réussir le développement de son procédé de composite thermoplastique et évaluer efficacement la qualité des pièces consolidées in-situ, le Cetim a développé quatre contrôles d'assurance qualité sur l'ensemble du cycle de fabrication :dimensionnel (à réception), thermique (à chaud), en ligne ( consolidée) et l'énergie nécessaire pour décoller les couches de ruban après consolidation.
Contrôle dimensionnel
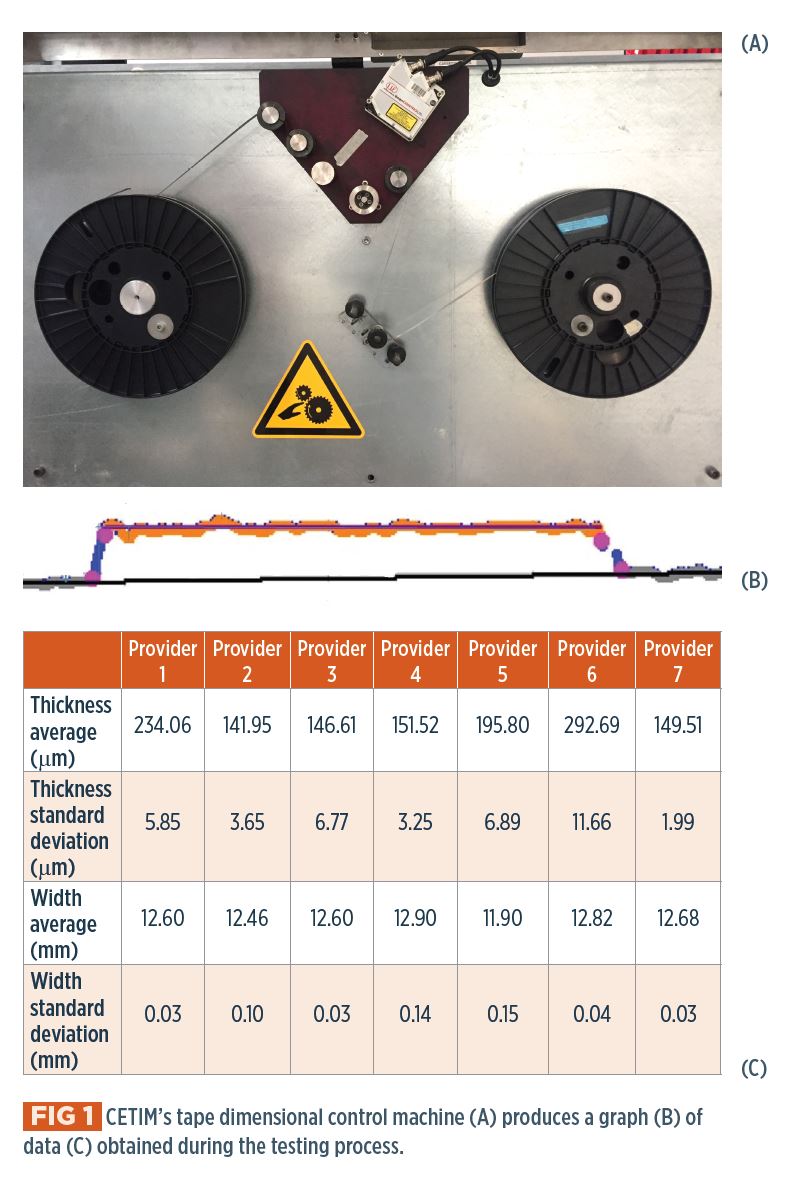
Ce premier contrôle a lieu avant utilisation. Son objectif est d'évaluer rapidement l'épaisseur et la largeur du ruban sur toute sa longueur. La machine d'essai est équipée d'un laser, d'une caméra pour capter le signal laser réfléchi et d'un capteur pour mesurer la longueur de ruban déroulé. Le processus comprend le déroulement du ruban de la bobine telle qu'elle est expédiée sur une bobine vide. Au cours de ce processus, le laser et la caméra fournissent des données lumineuses sur toute la largeur de la bande et sur toute sa longueur mesurée. Le logiciel de traitement interprète les données et affiche, en temps réel, un graphique de variation de la largeur du ruban le long de l'axe x et de l'épaisseur du ruban le long de l'axe y (Fig. 1). Cela permet de détecter visuellement les défauts de largeur ou d'épaisseur, et le logiciel de la machine affiche automatiquement des alertes lorsque les tolérances dimensionnelles sont dépassées. Une fois le test terminé, les données sur les variations de largeur et d'épaisseur du ruban sont facilement récupérées (tableau de la figure 1), et il est également possible d'appliquer un traitement statistique.
Contrôles thermiques et micrographiques
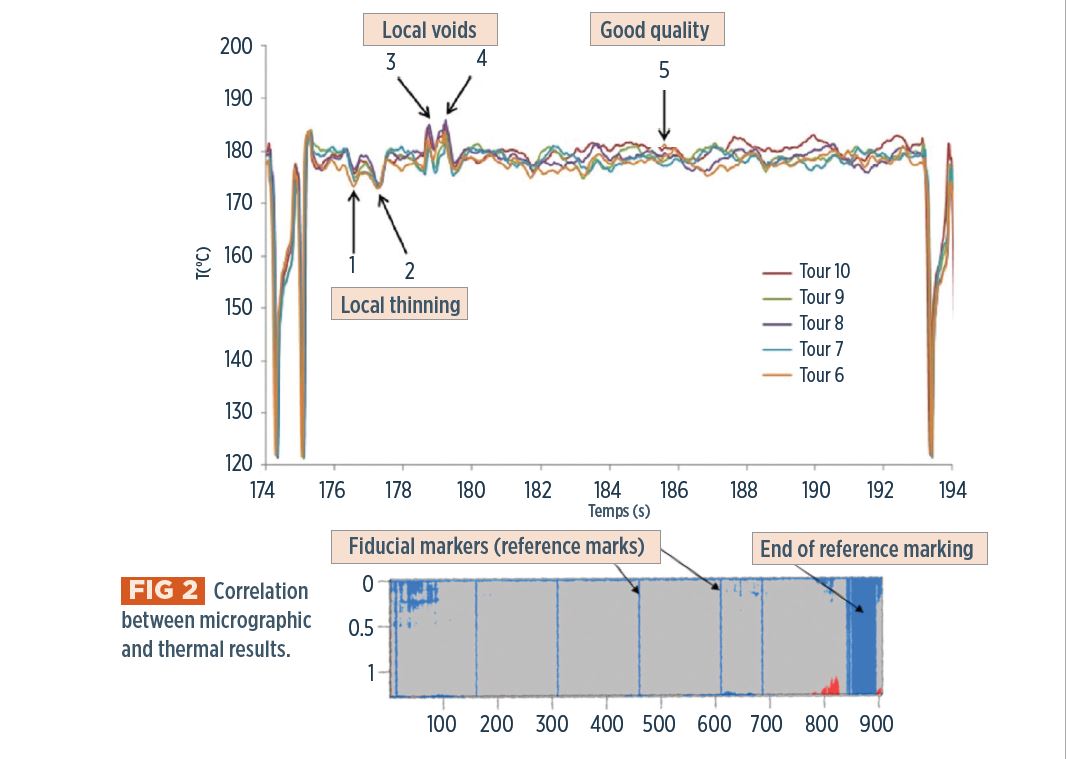
Le deuxième contrôle évalue les défauts qui affectent le comportement thermique du ruban pendant le chauffage (dans ce cas, par laser) y compris le changement dimensionnel, l'adhérence/délamination entre les fibres et la matrice, la porosité et l'état de surface avant fabrication. La technique consiste à faire défiler la bande devant un laser de faible puissance et à utiliser une caméra thermique pour capturer une image des variations de température générées. Ces inhomogénéités de chauffage identifient des zones défectueuses où la porosité, les fibres sèches ou la rugosité de surface modifient le comportement thermique local. Après traitement des données, il est possible d'obtenir des images qui montrent une représentation spatiale de la réponse thermique de la bande (Fig. 2), y compris les écarts, où le rouge représente les zones plus chaudes et le bleu les zones plus froides que la température de traitement souhaitée.
Il est également possible d'afficher un graphique du temps de traitement (axe des x) en fonction de la température de la bande (axe des y, Fig. 2). Le Cetim a corrélé ces résultats à la mesure de porosité à partir de micrographies de sections de ruban. Il s'agit de sections de ruban telles qu'elles sont reçues et/ou de sections de pièces finales observées au microscope numérique, fournissant des informations qualitatives telles que la distribution des fibres, le type spécifique de défauts, la porosité, etc. Bien qu'utile pour établir la corrélation entre la température du ruban réponse et qualité des pièces, ces contrôles micrographiques sont coûteux, destructifs et ne permettent d'analyser le ruban que section par section, et non en continu sur toute sa longueur.
Cependant, le Cetim a terminé ce travail d'investigation, en corrélant les résultats du test de réponse en température de la bande avec les résultats de la coupe micrographique. Ces résultats montrent l'efficacité de ce contrôle riche pour les rubans thermoplastiques, et un traitement des données encore plus efficace est en cours de développement.
Contrôle en ligne
Ce contrôle consiste à déterminer si la pièce en cours de fabrication est conforme directement, en ligne pendant le processus de fabrication. Cette opération est basée sur un contrôle direct des paramètres essentiels de fabrication tels que les températures mesurées, la puissance laser, la vitesse de la bande et la pression des rouleaux sur la bande. Le traitement numérique de ces données permet une synthèse visuelle et automatique de la qualité de fabrication.
Le CETIM a développé un tableau de bord pour donner une vue d'ensemble des paramètres du processus tout au long de la fabrication. L'analyse des données est effectuée avec le logiciel MATLAB et permet la mise en œuvre d'un seuil d'alerte ainsi que le zoom sur la zone hors champ pour l'analyse de l'origine de l'écart (par exemple, qualité de la bande, décalage géométrique ou dysfonctionnement de la machine).
Il serait particulièrement efficace pour le suivi de fabrication de pièces à géométries simples (par exemple une plaque, un tube ou un anneau); cependant, il est plus complexe à générer pour les pièces à géométrie complexe.
Test de pelage
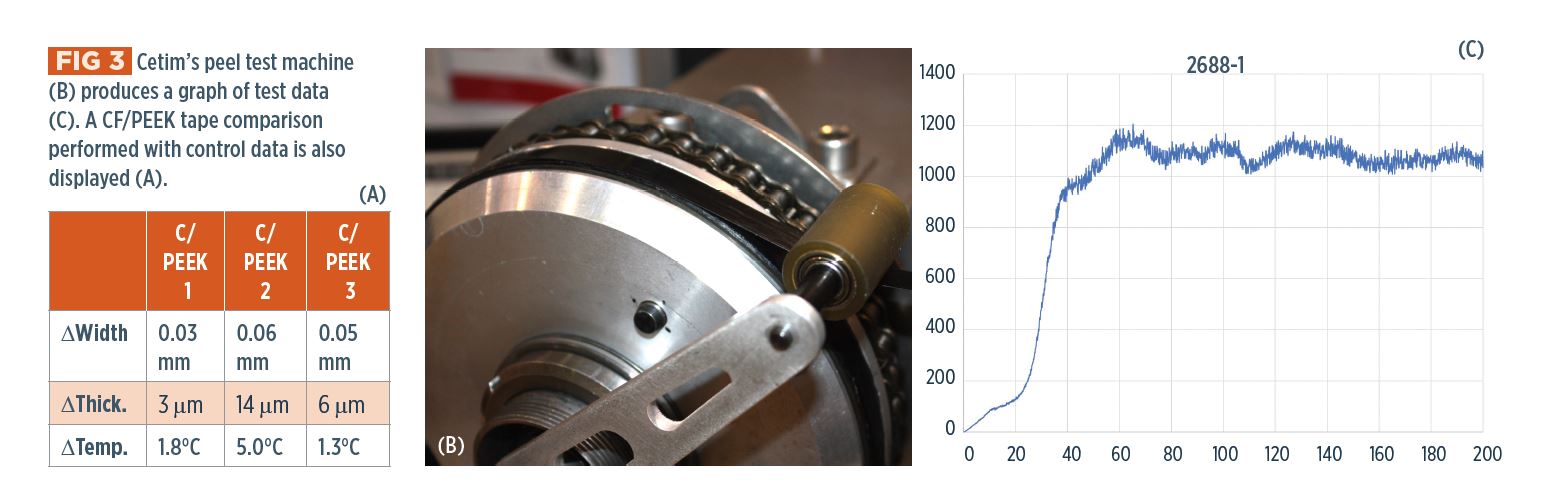
Ce contrôle final a été développé par le Cetim en collaboration avec le spécialiste des bancs d'essai LF Technologies (Saint-Hilaire-de-Riez, France). Il permet, en quelques minutes, d'évaluer l'adhérence intercalaire des rubans. Les mesures sont effectuées sur des spécimens appelés "anneaux", qui sont fabriqués par enroulement et consolidation in-situ de plusieurs tours de ruban autour d'un simple tube. Ces anneaux consolidés sont ensuite placés sur le tambour gauche de la machine d'essai (Fig. 3) et déroulés à l'aide du tambour droit. De multiples paramètres peuvent être réglés dont la vitesse et l'angle de pelage, ce dernier via un bras avec un rouleau à son extrémité. Une fois le test terminé, un système de traitement de données automatisé extrait le changement d'énergie de pelage sur la longueur de la bande déroulée et trace les données. Ce test permet une évaluation relativement rapide et peu coûteuse des paramètres de fabrication optimaux.
Augmentation du contrôle des produits et des processus
Le contrôle de la qualité du ruban thermoplastique préimprégné permet aux fabricants de pièces composites de contrôler la qualité de leurs produits. Le non-respect d'un de ces contrôles permet de déterminer l'origine du problème et donc de le corriger efficacement et rapidement. En effet, ces contrôles fournissent une sorte d'organigramme d'assurance qualité :
- Le problème vient-il de la matière première de la bande ?
Vérifier par des contrôles dimensionnels et thermiques corrélés à une analyse micrographique à section limitée. - Le problème vient-il de l'étape de fabrication ?
Vérifiez par une inspection en ligne et des tests de pelage.
Grâce à ces contrôles, le Cetim peut réaliser efficacement des benchmarks matériaux pour sélectionner les rubans les plus adaptés à une application donnée. Le tableau de la figure 4 illustre un exemple, évaluant le meilleur ruban en fibre de carbone/PEEK pour une application de composites haute performance. Autre exemple, toujours en cours, l'évaluation par le Cetim d'un ruban low-cost pour le développement de réservoirs de stockage d'hydrogène en composite thermoplastique pour les futurs véhicules à pile à combustible. Le Cetim est engagé dans des projets de R&D qui évaluent les avantages relatifs du thermoplastique par rapport aux récipients sous pression actuels en composite thermodurcissable. Le Cetim travaille dans le cadre d'accords de recherche privés avec plusieurs sociétés dans le monde pour développer l'application de la consolidation in-situ thermoplastique.
À propos des auteurs
Damien Guillon a rejoint le Cetim en 2009 après avoir obtenu un diplôme d'ingénieur aéronautique et un doctorat. sur le comportement au crash des matériaux composites. Il a travaillé comme responsable du laboratoire d'essais et comme expert en conception composite avant de devenir responsable R&D de l'équipe polymères &composites.
Yoann Le Friant et Luc Poitevin ont rejoint le Cetim en tant que chefs de projet R&D, respectivement en 2018 et 2017, après avoir obtenu un Master en génie mécanique. Les travaux actuels de Le Friant incluent la prédiction de la durée de vie des pièces en polymère et le contrôle de la qualité des rubans thermoplastiques. Il est également en charge du conseil en choix de matériaux du Cetim. Poitevin travaille sur le développement de pièces pour l'industrie spatiale utilisant des procédés thermoplastiques et l'intégration de fonctions complexes.
Résine
- Meilleures méthodes de contrôle qualité pour la finition industrielle des métaux
- Contrôle qualité en temps réel :quel système est fait pour vous ?
- Développement d'une étape de contrôle qualité efficace
- Materials Part 1 :Que peut faire le recuit pour votre processus
- 6 conseils pour améliorer le contrôle qualité dans votre atelier
- 8 procédures de contrôle qualité indispensables pour l'industrie alimentaire
- Zéro déchet :nouveau procédé, l'équipement recycle le préimprégné, les abats de bande
- Qu'est-ce que le contrôle qualité ?
- Types de méthodes de contrôle qualité utilisées pour les pièces coulées au sable