


Impact de l'état sur l'efficacité et la fiabilité du moteur
Cet article traite de l'impact financier de l'état du moteur sur l'efficacité et la fiabilité du moteur électrique en examinant une combinaison de techniques d'analyse de circuit moteur (MCA) et de vibration. Les impacts des coûts sur l'énergie, la production et la maintenance seront décrits.
Le sujet portera sur une étude sur les services publics et le succès de la transformation du marché du département de l'Énergie des États-Unis en 2000 et 2001. Les principaux sujets de préoccupation sont l'équilibre des phases, les barres de rotor, la propreté et les problèmes de roulement.
Présentation
Les moteurs électriques sont le moteur principal de l'industrie et de notre confort général dans les bâtiments commerciaux. Les systèmes moteurs consomment 20 pour cent de toute l'énergie utilisée aux États-Unis et 59 pour cent de toute l'électricité produite. Au sein de chaque secteur :
- 78 % de l'énergie électrique dans les systèmes industriels (plus de 90 % dans les industries de transformation)
- 43 % de l'énergie électrique dans les bâtiments commerciaux
- 37 % de l'énergie électrique de la maison
Il existe bien plus de 1,2 milliard de moteurs électriques, de tous types, utilisés aux États-Unis. Cependant, les moteurs électriques sont souvent hors de vue, hors de vue jusqu'à ce que la production soit en baisse en raison d'un grillage ou d'une défaillance catastrophique des roulements.
Il est important de comprendre que l'équipement tombe généralement en panne au fil du temps, que la fiabilité diminue et que les pertes augmentent (l'efficacité diminue) au fil du temps avant la plupart des pannes catastrophiques.
Bien que certains défauts d'équipement soient instantanés, la grande majorité des défauts catastrophiques qui impactent la production sont le résultat d'un échec dans la mise en œuvre d'un programme de maintenance.
Cet échec est principalement dû au fait que la direction ne comprend pas pleinement que la maintenance est un investissement dans l'entreprise et non une dépense pour faire des affaires.
Si vous n'investissez pas dans des matériaux, des équipements et des personnes, vous n'avez pas de produit à vendre :Si vous n'investissez pas dans des pratiques de maintenance prédictive (maintenance préventive, Maintenance Productive Totale, Maintenance centrée sur la fiabilité ou tout autre programme), vous ne avoir un produit à vendre ou moins à un coût de production global plus élevé.
Il a été démontré que la mise en œuvre appropriée d'un programme de maintenance permet de réduire la consommation d'énergie dans les usines jusqu'à 14 % 1 2 , tout en réduisant les temps d'arrêt de production imprévus. Les coûts moyens des temps d'arrêt sont indiqués comme suit :

Tableau 1 :Estimations des coûts des temps d'arrêt 3
Dans un récent projet d'énergie et de fiabilité des services publics, un groupe de moteurs électriques de cinq à 200 chevaux-vapeur a été examiné dans plusieurs industries, notamment :Pétrole et chimie ; Produits forestiers; Préparation des aliments; Exploitation minière (carrière); et les pâtes et papiers.
Les centrales variaient de l'absence de programme d'entretien planifié à la mise en œuvre complète, y compris un programme énergétique existant. Parmi ces moteurs, évalués au hasard, 80 % se sont avérés avoir au moins une défaillance, 60 % de ceux-ci (48 % de l'original) se sont avérés rentables à remplacer.
Les usines sans programmes avaient le plus grand nombre de moteurs défectueux; les usines avec des programmes de maintenance et d'énergie existants avaient le moins de moteurs défectueux.
Huit pour cent des moteurs ont été évalués pour déterminer les types de défauts et les coûts potentiels évités grâce à des mesures correctives (réparation ou remplacement) en utilisant l'analyse des vibrations et l'analyse du circuit moteur (MCA). Plusieurs ont eu une combinaison de problèmes électriques et mécaniques :

Tableau 2 : résultats du projet d'énergie des services publics
Plusieurs moteurs présentaient des vibrations et des défauts électriques combinés. Quelques-uns présentaient des défauts d'enroulement combinés à des défauts de résistance d'isolement. Plusieurs avaient des enroulements en court-circuit qui continuaient à causer des problèmes de production, mais ont été radiés comme des déclenchements intempestifs (détectés dans l'étude à l'aide du MCA). « Les résultats de la partie avancée du projet de démonstration de l'outil Motor PAT indiquent que la mesure du déséquilibre de phase de la résistance, de l'inductance, de l'impédance, de l'angle de phase et de l'I/F (réponse courant/fréquence) a fourni des résultats plus utiles. » 4
L'évitement des coûts de production supplémentaires combinés de 20 des moteurs défectueux, de cinq à 250 chevaux, était de 297 100 $, ce qui rend les coûts de mise en œuvre insignifiants.
Le but de cet article est d'abord de fournir des informations pour déterminer l'évitement des coûts grâce à l'application d'un programme d'entretien sur les moteurs électriques. Ceci sera suivi d'une discussion sur la mise en œuvre de l'analyse des circuits moteurs (MCA) et de l'analyse des vibrations.
Évitement des coûts grâce à la maintenance
Il existe un certain nombre de façons de déterminer l'évitement des coûts grâce à la mise en œuvre de programmes d'entretien. Dans cette discussion, l'accent sera mis sur les méthodes introduites par les centres d'évaluation industrielle (IAC) du département américain de l'Énergie, qui fournissent une méthode très basique et conservatrice.
Le projet de démonstration de l'outil PAT a utilisé une méthode beaucoup plus complexe 5 , ce qui sort du cadre de cet article. Cependant, certains outils, tels que MotorMaster Plus 6 , sera utilisé pour fournir des informations sur les coûts de réparation du moteur.
Les représentants des services publics ont indiqué que dans une enquête sur les installations sans programme d'entretien préventif, les rebobinages de moteurs représentaient 85 % du nombre total de réparations de moteurs (en moyenne).
Après la mise en place de programmes de maintenance préventive, le nombre de rembobinages a été réduit à environ 20 % du total. 7 Cette affirmation s'est avérée vraie grâce à des projets de recherche, notamment :le programme de maintenance et de gestion du système moteur total de Dreisilker (DTM 2), le projet d'outil PAT et d'autres.
Aux fins de cette discussion, nous considérerons une usine de carton avec 485 moteurs. Il existe deux lignes de production opérationnelles qui ont chacune un coût d'arrêt potentiel de 6 575 $.
En moyenne, trois moteurs ont été réparés par mois, dont une majorité (70 %) ont nécessité le remplacement du rembobinage (normalement causé par l'immersion, la contamination ou les moteurs ont été recouverts de matériau).
L'installation fonctionnait 8 000 heures par an, les pannes catastrophiques provoquant normalement la panne d'une ligne à la fois. Les coûts supplémentaires non couverts par cette discussion comprenaient le nettoyage du système avant le redémarrage de l'exploitation. Aucun programme de maintenance en place.
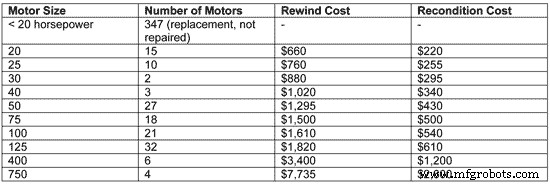
Tableau 3 :Répartition de la puissance du moteur et des coûts de réparation
La première étape consiste à calculer les coûts d'arrêt de production imprévus :
Équation 1 :Coût des temps d'arrêt de production imprévus
PCTemps d'arrêt =(MF/an) x (PPerdu /échec) x (PCoût )
=(36 moteurs/an) x (4 heures/panne) x (6 575 $/heure)
=946 800 $/an
Où PC est le coût annuel des temps d'arrêt imprévus, MF est le nombre de pannes de moteur, P représente la production.
L'étape 2 consiste à calculer le coût moyen de l'équipement de rebobinage. Dans ce cas, nous nous concentrerons sur seulement 20 chevaux et plus.
Équation 2 : Coût moyen des moteurs de rebobinage
Rmoy. =((Nn1 x RWCn1 ) + … + (Nnn x RWCnn ))/NT
=((1520 x 660 $20 ) + (1025 x 760 $25 ) + … + (4750 x 7735 $750 )) / 138 moteurs
=1 650 $
Où Rmoy est le coût moyen de rembobinage, Nn est le nombre de moteurs pour chaque puissance, RWCn est le coût de rembobinage pour chaque puissance
Le coût moyen de reconditionnement des moteurs est calculé de la même manière, sauf que le coût de reconditionnement est utilisé à la place des coûts de rebobinage. Pour cet exemple, le coût moyen de reconditionnement serait de 555 $.
L'étape 3 consiste à calculer le coût moyen de réparation par moteur avant et après la mise en œuvre de la maintenance.
Équation 3 : coût de réparation moyen par moteur
Rmoy. =(% Reconditionner x $/Reconditionner) + (% Rewind x $/Rewind)
=(30 % x 555 $) + (70 % x 1 650 $)
=1 322 $ / moteur
En supposant que le nombre de moteurs rebobinés par rapport à reconditionnés serait inverse avec l'application du programme, le nombre de moteurs rebobinés serait de 30 % et le coût moyen de réparation serait de 884 $ par moteur.
Une fois le programme mis en œuvre, le nombre de moteurs à réparer sera globalement réduit.
L'étape 4 utilise le nombre de moteurs réparés par an et la différence entre les moteurs reconditionnés et les moteurs rebobinés afin d'obtenir une estimation prudente des économies.
Équation 4 :Estimation de la réduction des coûts de réparation (RRCest )
RRCest =(moteurs réparés/an x frais de réparation initiaux) (moteurs réparés/an x frais de réparation neufs)
=(36 moteurs/an x 1 322 $/moteur) (36 moteurs/an x 884 $/moteur)
=15 768 $ par an
L'étape 5 consiste à déterminer les économies d'énergie potentielles. Aux fins d'une estimation prudente, une amélioration de 2 % de l'efficacité sera supposée. Les composants de maintenance incluent (et le type de système de test, vibration et MCA uniquement, pour cet article, utilisé pour évaluer) :
- Lubrification améliorée (vibration)
- Alignement et équilibrage corrects (vibration)
- Correction des déséquilibres des circuits (MCA)
- Températures moteur réduites (MCA, vibrations)
- Réduction des pertes d'efficacité causées par les rebobinages (le département de l'Énergie des États-Unis estime un pourcentage
- point de réduction d'efficacité par rembobinage)
- Amélioration des performances du système d'entraînement
Équation 5 :Économies d'énergie
Économies d'énergie =(ch total des moteurs considérés) x (facteur de charge) x (heures de fonctionnement) x (% d'économies) x (0,746 kW/hp) x (coûts d'utilisation électrique)
=14 930 chevaux x 75 % de charge x 8 000 heures x 2 % d'économies x 0,746 kW/hp x 0,06 $/kWh
=80 192 $ par an
L'étape 6 consiste à déterminer les coûts de main-d'œuvre internes pour mettre en œuvre le programme. Supposons une heure-homme par moteur et par an. Les coûts estimés pour cet exemple seront basés sur 25 $ de l'heure.
Équation 6 :Coûts de la main-d'œuvre interne
Travail =(1 heure/mois/moteur) x (nombre de moteurs) x (12 mois/an) x ($/homme-heure)
=1 heure/mois/moteur x 138 moteurs x 12 mois/an x (25 $/heure-homme)
=41 400 $ par an
L'étape 7 est le prix d'achat du MCA et de l'équipement d'analyse vibratoire. Aux fins du présent article, le même équipement sélectionné pour le projet utilitaire PAT sera utilisé. Les coûts combinés estimés pour le ALL-TEST IV PRO L'instrument MCA 2000 et l'équipement d'analyse des vibrations Pruftechnik coûtent 22 000 $.
L'étape 8 correspond aux coûts de formation pour la mise en œuvre du système. En supposant des coûts de formation sur l'équipement de 4 500 $ par personne et des coûts de formation d'entretien de 6 000 $ par personne, le coût devrait être d'environ 10 500 $ par personne.
La dernière étape consiste à déterminer le retour sur investissement simple pour la mise en œuvre du programme. Dans le cas de cet exemple, supposons une réduction de 50 % des temps d'arrêt imprévus pour la première année :

Tableau 4 :Coûts et économies pour la mise en œuvre de la maintenance
Équation 7 :Remboursement simple de la maintenance
Remboursement =(Coûts totaux par an) / (Économies totales par an)
=73 900 $ / 569 360 $
=0,13 an ou 1,6 mois
La plus petite taille de cette usine particulière permettrait la mise en œuvre complète d'un programme d'entretien. Les grandes usines de fabrication ont souvent des milliers de moteurs électriques et peuvent nécessiter une ventilation des départements ou des zones pour une mise en œuvre réussie.
Application de l'analyse des vibrations
L'analyse des vibrations est utilisée par les professionnels de la maintenance comme moyen de détecter les défauts mécaniques et certains défauts électriques limités dans les équipements rotatifs. En effectuant des tests réguliers, la fiabilité de fonctionnement d'un moteur électrique peut être déterminée par des tendances.
En cas de défaillance des roulements, de graissage, de tension de courroie, de désalignement ou d'autres déséquilibres, des augmentations des pertes d'énergie peuvent se produire. Ces pertes se traduisent par des vibrations, du bruit et de la chaleur. Une tension et un graissage incorrects de la courroie augmenteront les pertes de friction et de dérive du moteur. Cela peut être calculé comme suit :
Équation 8 :Pertes de roulement
Perte de watts =(charge, lb x diamètre du journal, pouces x tr/min x f) / 169
f dépend de l'huile utilisée et de la température ; 0,005 est typique
L'analyse des vibrations pour le dépannage détectera principalement les défauts de roulement (41 % des défaillances), d'équilibrage et d'alignement (12 % des défaillances). Il détectera également les défauts du rotor (10 % des défaillances) et certains défauts électriques (37 % des défaillances), dans une certaine mesure.
Cependant, les défauts électriques et de rotor ont tendance à se situer dans des plages de fréquences qui peuvent être liées à d'autres équipements et sont directement liés à la charge. L'analyse des vibrations nécessite que le moteur électrique fonctionne à une charge constante pendant chaque test qui serait tendance.
Application de l'analyse des circuits moteurs
Il existe de nombreux outils disponibles pour effectuer une maintenance préventive de qualité des moteurs individuels. Parmi ceux-ci, les systèmes d'analyse des circuits moteurs (MCA) sont très prometteurs pour identifier les problèmes de moteur avant une défaillance coûteuse et pour améliorer l'efficacité générale des systèmes moteurs en général. 8
L'analyse du circuit moteur permet à l'analyste de détecter les défauts d'enroulement et les défauts de rotor dans le moteur électrique. L'un des avantages de ce type de méthode de test est qu'il nécessite la mise hors tension de l'équipement, ce qui permet le test initial des moteurs électriques et le dépannage en cas de défaillance de l'équipement. Les pertes d'énergie primaire qui peuvent être détectées incluent le déséquilibre de phase et I 2 Les pertes R, tandis que les défauts incluent les enroulements en court-circuit, les connexions desserrées, les défauts à la terre et les défauts du rotor.
Un défaut résistif donne de la chaleur, comme une perte. Par exemple, une connexion lâche de 0,5 ohm sur un moteur électrique de 100 chevaux fonctionnant à 95 ampères :
Équation 9 :Pertes résistives
Perte de kilowatts =(I 2 R)/1000
=(95 2 x 0,5)/1000
=4,5 kW (perte de puissance)
Équation 10 :Perte d'utilisation d'énergie
$/an =kW x heures/an x $/kWh
=4,5 kW x 8 000 heures/an x 0,06 $/kWh
=2 160 $ par an
Les déséquilibres de phase des moteurs électriques (inductance et impédance) affectent les déséquilibres de courant, font chauffer les moteurs et réduisent la capacité du moteur à produire du couple. Le pourcentage de déséquilibre de l'impédance peut être évalué pour déterminer la réduction de l'efficacité et l'échauffement supplémentaire du moteur électrique. En règle générale, pour chaque augmentation de 10 degrés Celsius de la température de fonctionnement, la durée de vie de l'équipement est réduite de moitié.
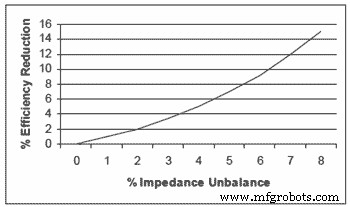
Figure 1. Réduction de l'efficacité due au déséquilibre d'impédance
Par exemple, l'entreprise de carton possède un moteur électrique de 100 chevaux, qui serait normalement efficace à 95 %, avec un déséquilibre d'impédance de 3,5 %. L'efficacité serait réduite de 4 points d'efficacité, soit à 91%.
Équation 10 :Coût énergétique dû aux pertes de déséquilibre de phase
$/an d'économies =hp x 0,746 x %load x $/kWh x heures de fonctionnement ((100/Le) (100/He))
=100 hp x 0,756 x 0,75 charge x 0,06 $/kWh x 8000 heures ((100/91) (100/95))
=1 240 $/an
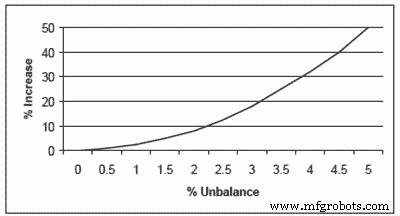
Figure 2. Augmentation de l'élévation de température due au déséquilibre des phases
Le déséquilibre d'impédance entraînera également une augmentation de la température de fonctionnement en fonction d'une augmentation de I 2 R pertes. Dans le cas du moteur électrique de 100 chevaux, cela signifie une élévation de température d'environ 30 degrés Celsius, ou une réduction de la durée de vie de l'isolation du moteur à 13% de son origine.
L'analyse du circuit moteur est également utilisée pour évaluer la contamination des enroulements. « Le nettoyage fréquent de l'admission d'un moteur (le cas échéant) et des ailettes de refroidissement est particulièrement important dans les environnements sales. … Les tests confirment que même les moteurs à usage intensif, généreusement dimensionnés et surdimensionnés peuvent rapidement tomber en panne dans de telles conditions s'ils sont recouverts d'un revêtement épais ou légèrement revêtu et que leur débit d'air est réduit de moitié. Leur durée de vie d'isolation peut alors tomber à 13 à 25 % de la normale. 9 Le même phénomène se produit si les enroulements sont recouverts de contaminants.
Le test du rotor MCA nécessite des lectures d'inductance et d'impédance sur 360 degrés de rotation du rotor. Les lectures sont représentées graphiquement et visualisées pour la symétrie. Les résultats du test du rotor fournissent un état définitif du rotor et sont souvent effectués après identification d'un éventuel défaut du rotor par vibration, dans le cadre d'un programme d'acceptation, lors d'une réparation ou lorsque le moteur est identifié comme ayant des problèmes de couple.
Conclusion
La mise en œuvre d'un programme d'entretien des moteurs électriques aura un impact significatif sur les résultats d'une entreprise. Que l'entreprise possède quelques centaines de moteurs ou plusieurs milliers, le simple retour sur investissement dans les vibrations et le MCA est généralement appelé en mois. Le retour sur investissement est impacté par les économies réalisées sur la disponibilité de la production, la réduction des coûts de réparation des équipements et l'amélioration des coûts énergétiques, le tout avec un investissement minimum en main-d'œuvre, en formation et en équipement.
L'application de ces deux technologies se complète tout en évaluant l'avancement du programme de maintenance et en améliorant la disponibilité des équipements. L'analyse des vibrations évalue l'état mécanique de l'équipement tandis que la MCA évalue l'état électrique de l'équipement. Ensemble, l'analyste a la possibilité de visualiser l'état complet du moteur électrique.
À propos de l'auteur :
Howard W. Penrose, Ph.D., a fourni cet article au nom de ALL-TEST Pro, LLC. Pour plus d'informations, visitez www.alltestpro.com, appelez le 860-399-4222 ou envoyez un e-mail à info@alltestpro.com.
Références
1
Industrial Productivity Training Manual, 1996 Annual IAC Directors Meeting, Rutgers University, U.S. Department of Energy Office of Industrial Technologies, 1996.
2 Projet de démonstration de l'outil de test d'analyse des performances des moteurs électriques, Pacific Gas &Electric, 2001.
3 Industrial Productivity Training Manual, 1996 Annual IAC Directors Meeting, Rutgers University, U.S. Department of Energy Office of Industrial Technologies, 1996.
4 Projet de démonstration de l'outil de test d'analyse des performances des moteurs électriques, Pacific Gas &Electric, 2001.
5 Projet de démonstration de l'outil de test d'analyse des performances des moteurs électriques, Pacific Gas &Electric, 2001.
6 MotorMaster Plus est un logiciel gratuit de gestion et d'énergie des moteurs disponible auprès du département américain de l'Énergie; www.oit.doe.gov/bestpractices/.
7 Industrial Productivity Training Manual, 1996 Annual IAC Directors Meeting, Rutgers University, U.S. Department of Energy Office of Industrial Technologies, 1996.
8 DrivePower, chapitre 12, 1993
9 DrivePower, chapitre 12, 1993
Entretien et réparation d'équipement
- Meilleurs performances en maintenance et fiabilité
- Maintenance et fiabilité - ce n'est jamais assez bon
- Les détails comptent pour la maintenance et la fiabilité
- Fournisseurs de maintenance et de fiabilité :attention aux acheteurs
- L'effort multi-compétences pour la maintenance
- Application de l'entropie à la maintenance et à la fiabilité
- UT renomme le programme en Centre de fiabilité et de maintenance
- Le contrôle qualité est la première étape vers la fiabilité du moteur
- L'importance des tendances en matière de fiabilité des moteurs électriques