


Principes de base de l'électroérosion à fil :avantages, inconvénients et étapes de l'usinage par électroérosion à fil CNC
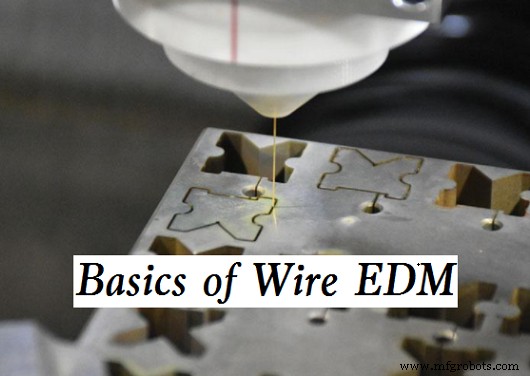
Wire EDM ou WEDM fait généralement référence à l'usinage par électroérosion par fil. Son principe de fonctionnement de base consiste à utiliser le fil métallique fin en mouvement continu (appelé fil d'électrode) comme électrode pour graver le métal et couper la pièce par décharge d'étincelle pulsée. Quels sont les avantages et les inconvénients de l'électroérosion à fil ? ? Quelles étapes sont impliquées dans le processus d'usinage par électroérosion à fil CNC ?
Avantages de l'électroérosion à fil
– Large gamme d'applications :quelles que soient l'épaisseur et la dureté du matériau, il peut être traité. Tant qu'il s'agit d'un matériau conducteur, il peut être transformé d'une plaque mince en carbure cémenté, quelles que soient l'épaisseur, la taille et la dureté du matériau.
– Il peut traiter des formes complexes :en plus de la découpe linéaire, il peut également être découpé en arcs et traiter des formes complexes, telles que la combinaison de lignes droites et d'arcs. L'usinage conique peut également être effectué en déplaçant respectivement les fils métalliques supérieur et inférieur.
– Haute précision :la précision de coupe au fil est comparable à celle d'une meuleuse (unité de 0,005 mm).
– Sans bavures :comme l'élimination des bavures n'est pas nécessaire, un équipement périphérique tel qu'une bande transporteuse de copeaux n'est pas nécessaire et le processus peut être raccourci.
– Pas besoin d'outils spéciaux :étant donné que des fils de laiton (laiton) relativement bon marché peuvent être utilisés pour remplacer les outils consommables tels que les outils de coupe pour la rotation et la coupe, il n'est pas nécessaire de remplacer les outils et le coût des consommables peut être réduit.
– Réduisez les dommages matériels :étant donné que la découpe au fil est un processus sans contact, la charge sur le matériau ne sera pas trop importante et la déformation thermique est également très faible.
Inconvénients de l'électroérosion à fil
– Ne peut pas être traité avec le fond :étant donné que la coupe au fil est une scie à fil, elle ne peut pas être traitée avec le fond. Si vous souhaitez effectuer l'électroérosion par le bas, la machine d'électroérosion par enfonçage est le meilleur choix.
– Vitesse de traitement lente :elle coupe en faisant progressivement fondre la pièce, elle est donc plus lente que la coupe et ne convient pas à la production de masse. Sa vitesse est de quelques millimètres par minute et on peut à peine le voir bouger à l'œil nu.
– Les matériaux non conducteurs ne peuvent pas être traités :bien que les matériaux conducteurs puissent être traités quelle que soit leur dureté, les matériaux non conducteurs ne peuvent pas être traités.
– Impossible de traiter horizontalement :parce que la ligne étirée verticalement est traitée comme une scie, elle ne peut pas être traitée horizontalement.
Étapes et processus d'usinage par électroérosion par fil
La décharge de coupe par fil est utilisée pour couper avec précision les matériaux métalliques pour un usinage de haute précision. La coupe au fil est généralement utilisée pour traiter des matériaux en bloc, tels que des moules et des engrenages, des montages de précision et le post-traitement de pièces trempées nécessitant une grande précision d'usinage, plutôt que de couper des matériaux en feuille.
Les étapes de traitement générales de WEDM sont brièvement décrites ci-dessous.
1. Placez d'abord la pièce à usiner sur l'établi. Bien sûr, vous pouvez le couper à partir de l'extrémité de la pièce, mais généralement, au début de la coupe du fil, le trou de départ (ligne) est généralement connecté à la pièce pour éviter toute déformation due à la contrainte interne de la pièce. Lorsque l'établi (ou le fil métallique) se déplace dans la direction XY (sur le plan) conformément aux données CN pré-saisies, le traitement démarre. Parce qu'il fonctionne en continu via la commande NC, il peut être traité sans surveillance même en l'absence d'opérateur. Après la coupe, il sera automatiquement coupé dans la forme d'usinage spécifiée en fonction des données d'usinage CN. Lors de la coupe des pièces, elles ne se toucheront pas, tout en maintenant une distance constante de dizaines de microns (dizaines de microns).
2. Lorsque la distance entre la pièce et le fil-électrode à l'état isolant dans le fluide de travail est proche de dizaines de microns, l'isolation entre eux est détruite et une décharge d'étincelle se produit, entraînant un flux instantané de courant pulsé. Dans l'état de décharge à haute densité appelé tour d'arc, plusieurs milliers de degrés de haute température sont générés localement et le métal (pièce) fond.
3. De plus, la température du fluide de travail autour de la colonne d'arc augmente et se vaporise immédiatement, provoquant une expansion volumique rapide, provoquant ainsi une explosion entre la pièce et la surface de l'électrode. Cela expulse les débris métalliques.
4. Ensuite, lorsque le courant d'impulsion est coupé et s'écoule dans l'eau propre environnante, le métal en fusion se refroidit et se transforme en débris fins, qui sont emportés, et l'isolation entre les électrodes est à nouveau restaurée, en attendant l'alimentation du tension d'impulsion suivante.
De cette façon, le métal (pièce à usiner) est fondu et éliminé sous chaque impulsion de tension et répété des centaines de milliers de fois par seconde pour couper la pièce par électroérosion à fil.
Technologie industrielle
- Qu'est-ce que l'usinage par électroérosion (EDM) ?
- Qu'est-ce que l'oxycoupage ? - Processus, avantages et inconvénients
- Types de machines à décharge électrique (EDM), avantages et inconvénients
- Usinage de prototype :avantages et inconvénients de la CNC pour le prototypage
- Au-delà de la CNC :qu'est-ce que l'usinage par électroérosion ?
- Quel est le meilleur choix de fil pour l'usinage par électroérosion (EDM)
- Découpe par électroérosion à fil :quels sont les avantages et les inconvénients ?
- Coupe de fil vs enfonçage :les bases de l'usinage par électroérosion (EDM)
- Explication de l'usinage par décharge électrique ou du processus d'érosion par étincelle