


Méthode d'amélioration de la technologie d'usinage CNC pour les pièces à paroi mince
Problèmes dans le processus d'usinage CNC de pièces à parois minces
(1) P problèmes dans le usinage processus
Le processus d'usinage CNC de pièces à parois minces nécessite que l'épaisseur de la pièce entière ne dépasse pas 1 mm. Bien que la structure globale des pièces à parois minces soit relativement compacte, la rigidité est médiocre et la résistance ne peut pas répondre aux exigences réelles de production et de traitement. Dans le processus de traitement proprement dit, l'effet de traitement est souvent causé par le matériau lui-même. Ne répond pas aux exigences de conception réelles. Par conséquent, le retraitement doit être effectué en améliorant le processus pour garantir l'effet de traitement.
(2) P problèmes avec le usinage méthode
Dans le processus de serrage des pièces, sur la base de la compacité de l'ensemble de la pince, un réglage et une optimisation appropriés doivent être effectués efficacement, et la matrice de gestion et de rotation doit être contrôlée et optimisée de la manière la plus complète possible. Dans le même temps, étant donné que la pince elle-même est affectée par la broche, ce n'est qu'en s'assurant que tout le contrôle du centre de gravité est concentré sur le dessus de la broche que l'on peut assurer efficacement le développement complet de chaque travail. Contrôle efficace de la profondeur de suspension et sélection de l'état réel de la pièce actuelle pour garantir que toute la longueur répond aux exigences de conception actuelles. Dans le même temps, dans le processus de production, il convient également de s'assurer que la résistance et la dureté des clips répondent aux besoins réels actuels, afin de réduire les dommages des clips et d'assurer le fonctionnement à long terme de tous les clips comme autant que possible. Cependant, dans la pratique, la maîtrise de l'outil se concentre principalement sur l'usinage CNC et la découpe de pièces à parois minces. De nombreux opérateurs ne sélectionnent pas l'angle de coupe complet, ce qui se traduit finalement par un angle de coupe global qui ne répond pas aux exigences pratiques actuelles pour garantir qu'une exigence d'usinage donnée ne nécessite qu'un petit effort, garantissant finalement que la pièce peut être contrôlée efficacement sur une base variable.
Mesures d'optimisation des processus pour la méthode d'usinage CNC des pièces à parois minces :
(1) Optimiser le usinage technologie
Par rapport à la technologie de traitement traditionnelle, grâce à la méthode de traitement à commande numérique des pièces à paroi mince, la conception et le traitement technologiques adoptés peuvent réduire considérablement l'erreur de données dans le processus de traitement, garantissant ainsi efficacement la qualité réelle des produits de pièces actuels. Grâce à une analyse complète du processus technique lié à l'usinage CN de pièces à parois minces, la méthode d'usinage CN de pièces à parois minces à ce stade est principalement transformée de l'usinage d'ébauche à l'usinage de finition. Dans le processus d'usinage grossier utilisant la technologie de commande numérique, il est souvent nécessaire d'analyser la situation réelle de la pièce actuelle, puis de formuler la méthode de traitement cible, qui peut non seulement améliorer la qualité d'usinage, mais également réduire les pertes. Une fois le dégrossissage terminé, vous pouvez continuer à utiliser des équipements techniques pour la semi-finition, principalement pour proposer les matériaux pertinents sur la surface de la pièce afin d'assurer efficacement l'exactitude des données de post-traitement. Dans le processus de finition, pour mettre en œuvre efficacement la finition, une analyse précise des données doit être effectuée et la gestion du traitement doit être effectuée par des moyens techniques raffinés. Par exemple, l'usinage et l'optimisation peuvent être effectués en fraisant finement le cercle extérieur, garantissant finalement que la partie globale de la pièce répond aux exigences de conception actuelles. L'usinage CNC de pièces à parois minces lui-même a des exigences de traitement relativement élevées. Afin d'améliorer efficacement la fabrication fine des matériaux et de réduire autant que possible la consommation de ressources, dans le processus d'usinage CNC de pièces à paroi mince, faites d'abord un bon travail dans le contrôle de la déformation CNC et essayez de devenir la méthode de traitement actuelle et Paramètres de traitement, proposer efficacement un plan de traitement scientifique, et enfin s'assurer que la valeur de déformation se situe dans la plage contrôlable
(2) Modifier le usinage méthode
La méthode de traitement de l'usinage CNC de pièces à parois minces comprend principalement trois aspects :la conception du processus, le contrôle de l'outil de serrage des pièces, etc. Dans le processus d'usinage CNC réel de pièces à paroi mince, le processus d'analyse de la politique CNC doit être effectivement complété, la capacité de charge réelle du matériel dans le processus d'usinage réel au stade actuel doit être clarifiée, la relation entre la séquence de charge et la déformation doit être analysée efficacement, et enfin la méthode de conception de processus ciblée. F=KU C'est la formule du processus de calcul principal à l'heure actuelle. F est le tableau de charge des pièces usinées CNC pour les pièces à parois minces, et KU est la matrice légère, qui est la valeur technique de la déformation d'usinage. Grâce à l'analyse complète entre les trois, on peut observer que lorsque la valeur du tableau de charge diminue progressivement, la matrice lumineuse doit être efficacement ajustée, et enfin l'amélioration globale de la qualité de la pièce peut être efficacement garantie. Et pour renforcer la résistance appropriée du matériau, la valeur de KU doit être ajustée et optimisée de manière globale, et enfin la méthode de traitement et de production appropriée doit être sélectionnée.
Estimation de l'effet d'optimisation de C Processus d'usinage CN pour pièces à parois minces
1. Contrôler efficacement la déformation des pièces
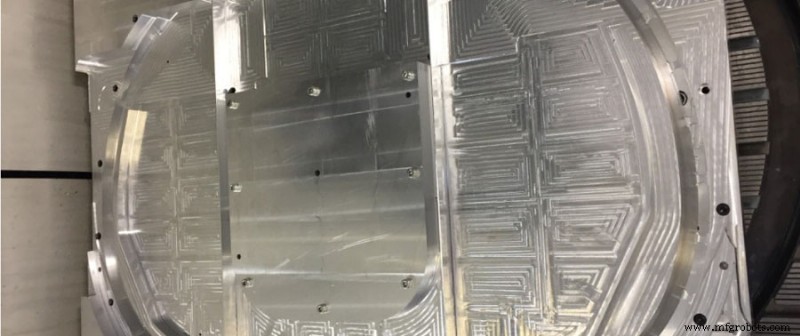
Combiné avec la situation réelle actuelle, dans le processus de mise en œuvre de l'usinage CNC de pièces à parois minces, la conception de l'usinage doit être effectuée conformément aux exigences de conception réelles, comme le montre la figure 1. Tout d'abord, l'ébauche doit être effectuée, puis par semi -la finition, et enfin la finition. Sur la base de la mise en œuvre du traitement, le contrôle de surface doit être effectué en premier, et il doit être optimisé autant que possible sur la base d'origine. Cependant, dans le processus de construction des pièces brutes, on pense que l'intérieur est affecté par l'environnement extérieur et, avec l'ajout d'un traitement thermique, il est facile de déformer les pièces actuelles, ce qui affecte finalement la taille réelle et la qualité de conception de Usinage CNC de pièces à parois minces. Étant donné que le degré d'épaisseur de paroi change constamment, sa structure rigide ne peut pas répondre aux besoins de production réels, de sorte que ses propres orientations changeront dans une certaine mesure. Dans la réduction continue de l'épaisseur de paroi, des vibrations de coupe sont causées, et finalement la taille réelle du produit ne peut pas répondre aux exigences de conception réelles, et sa surface centrale ne peut pas être garantie. Le processus d'usinage CNC dépend principalement des paramètres de conception réels et des méthodes de traitement scientifiques claires, mais en raison d'influences externes et de divers facteurs, il conduit souvent directement à l'augmentation progressive de la difficulté de traitement, la qualité du produit ne peut pas répondre aux exigences de conception de production réelles, et atteint enfin la précision et la précision de production attendues. L'espace est grand et ne peut pas supporter la force de serrage établie, ce qui entraîne une déformation, ce qui entraîne un usinage CNC de mauvaise qualité des pièces à paroi mince.
2. Optimisez entièrement l'effet du processus
Afin d'améliorer globalement la qualité du processus, il est nécessaire d'optimiser la technologie à partir des deux aspects du plan d'amélioration du processus et de l'amélioration de la méthode de traitement, afin d'améliorer globalement la qualité du processus.
(1) Plan d'amélioration des processus.
Combiné avec les besoins de conception réels actuels, dans le processus d'achèvement de l'usinage CNC de pièces à paroi mince, la face d'extrémité entière doit d'abord être grossièrement fraisée, puis l'usinage initial doit être complété par un traitement thermique. Prendre les mesures suivantes :Changer la force de serrage radiale en compression axiale, de sorte que les pièces ne soient affectées que par la force axiale et non la force radiale, ce qui réduit considérablement la déformation de serrage des pièces. Une fois le traitement initial terminé, le traitement doit être effectué par évacuation de la chaleur, et enfin la finition est terminée. Dans le processus de finition, l'allocation doit être organisée et gérée à l'avance pour éviter efficacement de nombreuses méthodes de construction qui ne peuvent pas être mises en œuvre conformément aux exigences de traitement établies en raison du facteur d'allocation, et réduire les problèmes connexes tels que la forme de conception du cercle intérieur qui ne peut pas être corrigé en raison de la petite allocation.
(2) Améliorer la méthode de traitement.
Afin de s'assurer que l'état réel du trou peut être sous le contrôle du concepteur, dans le processus de finition, la technologie d'opération de couteau léger doit également être utilisée autant que possible pour améliorer la qualité de l'usinage CNC autant que possible pour assurer le effet d'usinage. Afin d'améliorer la méthode de traitement, l'opérateur doit sélectionner un traitement machine ciblé sur la base du traitement réel de la pièce pour assurer la résistance du traitement, pour atteindre autant que possible la stabilité des pièces traitées et pour s'assurer que les matériaux utilisés à ce stade répondent aux exigences de travail établies. , réduire les dommages aux pièces causés par les dommages à l'équipement de traitement.
Conclusion
En analysant la situation réelle de l'usinage CNC de pièces à parois minces dans mon pays, combinée à l'effet réel de la transformation technologique, ce n'est qu'en optimisant l'usinage CNC de pièces à parois minces que la qualité d'usinage peut être efficacement améliorée, les lignes de vibration, la déformation et d'autres problèmes peuvent être réduits, et la taille et la surface réelles du produit peuvent être efficacement garanties. La rugosité répond aux exigences actuelles de gestion de la conception. Grâce à l'analyse et à la recherche efficaces des résultats des cas pertinents, non seulement l'analyse et l'optimisation doivent être effectuées en combinaison avec l'expérience de production réelle, mais également les différents problèmes causés par différentes méthodes de traitement doivent être proposés pour garantir que le traitement la qualité n'est pas limitée par l'expérience de production autant que possible, et enfin les pièces à paroi mince des dommages de qualité d'usinage CNC. Par conséquent, ce n'est qu'en renforçant continuellement la qualité de l'analyse de simulation d'usinage CNC et en améliorant la méthode d'usinage de manière efficace que la qualité d'usinage peut être améliorée autant que possible et garantir une qualité d'usinage contrôlable.
Processus de fabrication
- Directives de programmation CNC pour un processus CNC efficace
- Types de finitions de surface pour l'usinage CNC
- Comment concevoir des pièces pour l'usinage CNC
- Usinage de pièces de moto :pièces usinées CNC personnalisées pour moto
- Ebook pour les fabricants :Guide des processus de fonderie et d'usinage CNC
- 3 Exigences pour la division des processus d'usinage CNC
- 5 choses à préparer pour demander un devis d'usinage CNC
- Technologie de fraisage CNC pour les surfaces courbes
- Processus de traitement thermique pour les pièces métalliques usinées CNC