


Comment contrôler le rebondissement de la fraise, la frappe de la fraise et la surcoupe dans l'usinage CNC
1. Rebondir
La fraise rebondissante fait référence à la vibration relativement importante de l'outil due à une force excessive. Le danger causé par le rebondissement de la fraise est de provoquer une coupe excessive de la pièce et d'endommager l'outil. Lorsque le diamètre de l'outil est petit et que l'arbre de l'outil est trop long ou que la force est trop grande, le phénomène de rebondissement de la fraise se produit. Si un outil et une méthode de traitement raisonnables sont utilisés, le risque de rebondissement de la fraise peut être réduit.
Il existe 3 principaux facteurs affectant la déformation de l'outil :
1) Longueur de l'outil de coupe
2) Diamètre de l'outil
3) La force de l'outil
1. Longueur de l'outil de coupe
Pour un outil de même diamètre, lorsque la longueur de l'outil est doublée, sa déformation va augmenter de 3 fois. Lors de l'usinage, raccourcissez la longueur de l'outil autant que possible pour réduire le risque de rebondissement de la fraise.
2. Diamètre de l'outil
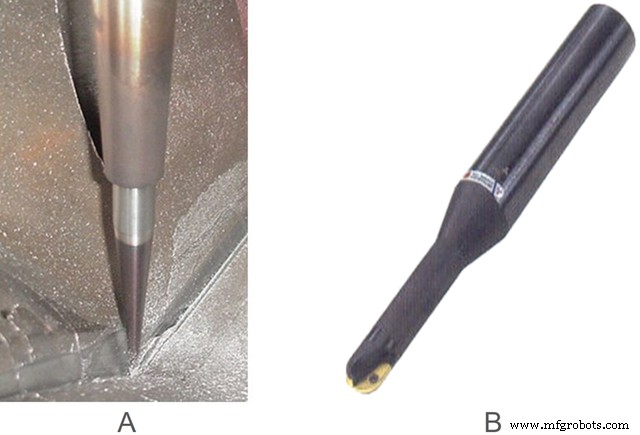
Pour un outil de même longueur, lorsque le diamètre de l'outil est réduit d'une fois, sa déformation augmentera de 4 fois. Lors du traitement, si possible, choisissez des outils de grand diamètre ou utilisez autant que possible des outils renforcés pour le traitement afin de réduire le risque de rupture des outils. (Comme indiqué dans la figure ci-dessous :A utilise des couteaux à fil chaud et à col effilé, et B utilise un outil avec une poignée solide pour le traitement)
3. La force de l'outil
La déformation de l'outil est directement proportionnelle à la force qu'il reçoit lors de l'usinage. Réduire la force reçue par l'outil peut réduire le risque de casser le couteau. Pour réduire la force sur l'outil, il est nécessaire de réduire la zone de contact entre l'outil et la pièce.
Exemple de réduction de force
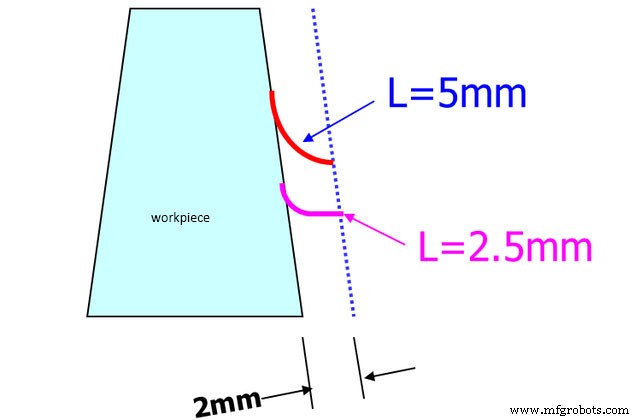
Lors de l'usinage de positions plus profondes, une vitesse d'avance plus petite et une fraise à angle R fin peuvent être utilisées pour réduire la force sur la fraise pendant le traitement, afin de réduire le risque de casser le couteau.
La figure suivante montre la comparaison de la position de contact avec le matériau du moule lorsque l'outil D50R6 et l'outil D50R0.8 sont usinés à la même profondeur. On peut voir que l'utilisation d'un outil à angle R fin pour traiter une pièce profonde peut réduire davantage la force de coupe qu'un outil à grand angle R.
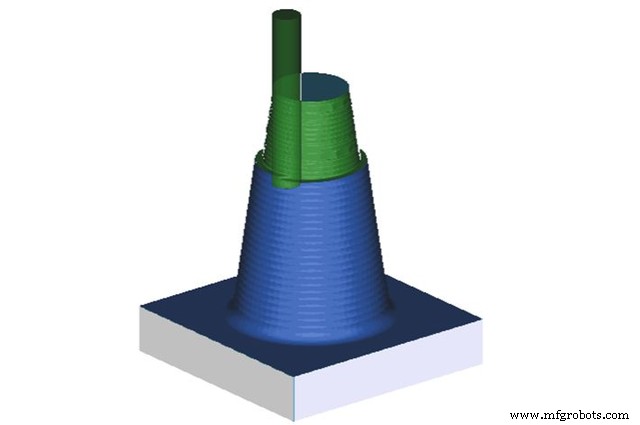
Réduisez la quantité d'outil de coupe (c'est-à-dire la profondeur globale de chaque outil). Lorsque la profondeur d'usinage est supérieure à 120 mm, l'outil doit être installé deux fois, c'est-à-dire installer d'abord un porte-outil court pour traiter à une profondeur de 100 mm, puis installer un porte-outil étendu pour traiter une pièce inférieure à 100 mm et définir une petite quantité de coupeur.
2. Frapper
Frapper le couteau signifie que la quantité de coupe de l'outil est trop grande. En plus du tranchant, la barre d'outils frappe également la pièce. Les principales raisons de la collision de l'outil sont le réglage déraisonnable de la hauteur de sécurité ou l'absence de réglage de la hauteur de sécurité, la mauvaise méthode de traitement sélectionnée, l'utilisation incorrecte de l'outil et le réglage de la marge pour la deuxième ébauche est inférieur à la marge pour le premier réglage d'ébauche, etc.
1 ) Trop de quantité de coupe
Solution :
Réduire la quantité de coupe. Plus le diamètre de l'outil est petit, plus la quantité de coupe à manger est petite. Dans des circonstances normales, la quantité de coupe pour chaque ouverture brute du moule ne dépasse pas 0,5 mm, et la quantité de coupe pour la semi-finition et la finition est plus petite.
2 ) Choisir une méthode de traitement inappropriée
Changez le mode de fraisage de contour en mode de fraisage de cavité. Lorsque la surépaisseur d'usinage est supérieure au diamètre de l'outil, la méthode de contournage ne peut pas être sélectionnée.
3 ) Mauvais réglage de la hauteur de sécurité, heurter le serrage en soulevant l'outil
Solution :
- La hauteur de sécurité doit être supérieure à la hauteur de serrage.
- Dans la plupart des cas, il n'est pas possible de sélectionner le mode d'avance et de recul "direct" de l'outil, sauf pour les pièces spéciales.
4 ) Réglage incorrect de la marge d'ébauche secondaire
La marge pour la deuxième ébauche doit être généralement supérieure de 0,05 mm à la marge pour la première ébauche. Si la marge de la première ébauche est de 0,3 mm, la marge de la deuxième ébauche doit être de 0,35 mm. Sinon, la barre d'outils heurtera facilement la paroi latérale supérieure.
En plus des raisons mentionnées ci-dessus, un coup de couteau peut se produire lors de la réparation des routes en ciseaux, alors essayez de ne pas réparer les routes en ciseaux. La conséquence la plus directe d'une collision d'outils est d'endommager l'outil et la pièce, et plus grave encore, cela peut endommager la broche de la machine.
3. O vercut ting
La surcoupe signifie que l'outil coupe également les pièces qui ne peuvent pas être coupées, ce qui endommage la pièce à usiner. Il existe de nombreuses raisons à la sur-coupe de la pièce, notamment la faible précision de la machine-outil, la frappe de la fraise, le rebond de la fraise, un outil inapproprié, etc. De plus, si l'opérateur n'est pas précis dans le réglage de la fraise, cela peut provoquent également une surcoupe.
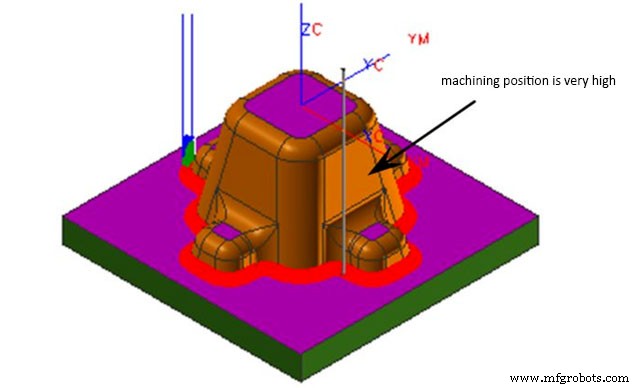
La situation illustrée dans la figure ci-dessous est une surcoupe causée par un mauvais réglage de la hauteur de sécurité.
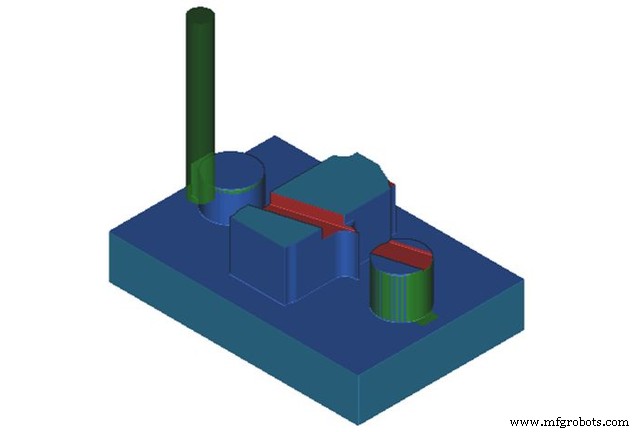
Lors de la programmation, vous devez être prudent et méticuleux. Après avoir terminé le programme, vous devez vérifier le parcours de l'outil en détail pour éviter les surcoupes, sinon cela égratignera le moule ou endommagera la machine.
En tant que fabricant professionnel d'usinage CNC, SANS Machining est spécialisé dans les pièces usinées en petite quantité depuis plus de 10 ans, nous pouvons fournir un service de fraisage, tournage, meulage et EDM. Toutes les pièces sont produites selon vos dessins, pas de MOQ.
Processus de fabrication
- Comment concevoir des pièces pour l'usinage CNC
- Comment le rayon d'angle affecte l'usinage CNC
- Comment l'IA et l'apprentissage automatique impactent l'usinage CNC
- Comment choisir la bonne fraise et la bonne programmation pour CNC ?
- Conseils et astuces d'usinage CNC
- Identification des défauts d'usinage CNC courants et des mesures de contrôle
- Qu'est-ce que la déviation d'outil dans l'usinage CNC et comment la réduire ?
- L'histoire du centre d'usinage CNC :pourquoi et comment est-il développé ?
- Qu'est-ce qu'un outil CNC et une meuleuse de coupe?