


Comment réduire les vibrations et les vibrations dans l'usinage CNC
Le broutage est un problème auquel chaque opérateur de machine CNC doit faire face de temps à autre. Les vibrations d'usinage sont un problème courant dans la fabrication CNC. Le fraisage, le tournage ou le perçage feront tous subir cette torture aux pièces. Cela affecte la qualité et l'efficacité du traitement, entraînera une diminution de la finition des pièces, endommagera et réduira considérablement la durée de vie de la fraise en bout. Comment réduire le broutage dans l'usinage CNC est le contenu principal dont nous parlerons ensuite.
 Qu'est-ce que le broutage d'usinage ?
Qu'est-ce que le broutage d'usinage ?
La vibration d'usinage, également connue sous le nom de broutage, fait référence au phénomène de vibration indésirable générée lors des opérations de coupe dans les processus d'usinage tels que le fraisage, le tournage et le perçage CNC, qui produit des fluctuations à la surface des pièces traitées. Cela se produit lorsque la pièce et l'outil de coupe vibrent à des fréquences différentes, et cela peut être déclenché par de nombreuses conditions de processus :porte-outils, outils de coupe, fixations de pièces et conditions de la machine.
Ces vibrations peuvent être non résonnantes, par exemple lors de l'utilisation d'outils usés de manière inégale. Les vibrations non résonnantes sont généralement constantes tout au long du cycle d'usinage et ont généralement des causes mécaniques faciles à diagnostiquer.
Lorsque vous combinez correctement les outils, le serrage de la pièce, les stratégies d'usinage et les réglages de la machine pour produire des vibrations égales ou proches de la fréquence naturelle de la machine, vous trouverez des vibrations causées par la résonance. Ce type de broutage ne peut se produire qu'à certains points de la trajectoire de l'outil, comme dans les coins concaves.
Types de broutage dans le broutage d'outil d'usinage et le broutage de pièce
Il existe deux types de broutage dont il faut être conscient :le broutage d'outil et le broutage de pièce. Avec Tool Chatter, votre machine et vos outils commencent à vibrer, ce qui est ensuite transmis à la pièce.
Avec le broutage de la pièce, la paroi de la pièce vibre. Ce dernier ne se produit généralement que lorsqu'il s'agit de parois minces, mais il peut causer plus ou plus de problèmes que Tool Chatter. Dans cet article, nous nous concentrerons sur le "broutage d'outil", mais vous pouvez essayer d'utiliser ces mêmes techniques pour réduire le "broutage de pièce".
Pourquoi réduire les bavardages ?
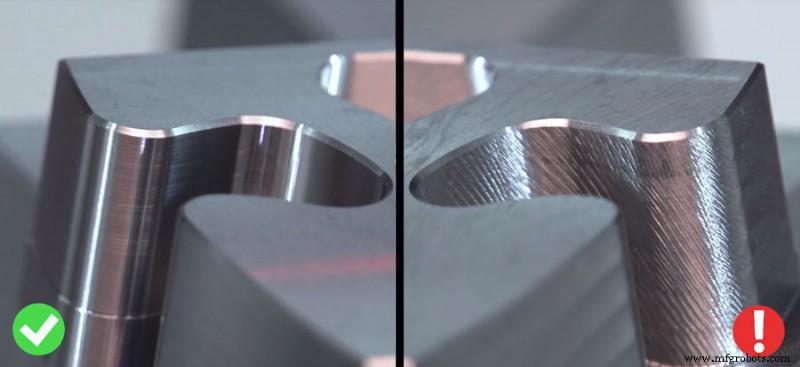
Le broutage pendant l'usinage peut entraîner une finition de surface inférieure aux normes et raccourcir la durée de vie de l'outil. Des marques de vibration seront visibles sur la surface traitée, montrant généralement des motifs ondulés ou des marques régulières. Un tremblement constant peut entraîner une usure inégale de l'outil et même des dommages.
La vibration des machines-outils à commande numérique peut généralement être entendue. Un mécanicien expérimenté sera en mesure de reconnaître les bavardages grâce à sa voix unique.

Habituellement, 100 μm est utilisé comme critère pour juger si le tremblement est approprié. Si l'amplitude de vibration de la coupe dépasse 100 μm, cela peut entraîner le desserrage de l'outil ou de la pièce et le fraisage ne peut pas se poursuivre. Lorsque la vibration est inférieure à 100 μm, bien que l'usinage puisse être effectué, il y aura des rayures de vibration évidentes sur la surface de la pièce, ce qui n'est pas autorisé sur la surface du produit fini. Par conséquent, les vibrations d'usinage doivent être limitées dans une plage raisonnable.
Comment réduire les vibrations dans l'usinage CNC ?
1. Déterminer la bonne trajectoire d'outil
C'est une étape très importante dans la coupe. Selon les instructions, le fraisage peut être divisé en fraisage descendant et fraisage ascendant. Si la direction de la force de fraisage est cohérente avec la direction de serrage de la pièce, la vibration de la partie pliée peut être éliminée. Une fraiseuse CNC équipée d'une bille ou d'une vis à billes et un centre d'usinage vertical sont très utiles pour éliminer les vibrations de broutage lors du fraisage CNC.
Lors de l'utilisation de trajectoires d'outils conventionnelles sur une fraiseuse CNC, le degré d'engagement des outils varie. Cela peut entraîner l'application d'une force excessive sur la fraise à certains points de la trajectoire de l'outil, ce qui peut provoquer un broutage. L'utilisation d'une trajectoire d'outil à maillage constant ou la réduction de la profondeur de coupe peut aider à remédier à cette situation.
2. Couper correctement
Lorsqu'une fraiseuse CNC utilise une fraise longue et fine pour fraiser une cavité profonde, elle utilise généralement un fraisage en plongée, dans lequel la fraise avance axialement comme une perceuse. Lors du fraisage de cavités profondes, le porte-à-faux de la tige longue est généralement plus de 3 fois le diamètre de la tige de l'outil. Ce n'est que lorsque les vibrations de coupe ne sont pas importantes que le réglage des paramètres de coupe peut être efficace. Méthodes de réglage conventionnelles :réduire la vitesse de l'outil ou de la pièce, réduire la profondeur de coupe et augmenter la quantité de coupe par tour. De plus, des lames avec de grands angles vers l'avant et vers l'arrière sont utilisées avec des brise-copeaux légers. L'angle de coupe de la plaquette est le plus petit en fraisage.

3. Choisissez le bon Coupe Outil ing
L'outillage de coupe peut grandement affecter le broutage. Les considérations incluent le substrat, la géométrie, le revêtement et le rapport d'aspect corrects. Les programmeurs ont généralement tendance à utiliser le plus grand outil pouvant être utilisé, mais ce n'est peut-être pas la taille d'outil idéale. Les outils longs et fins sont plus susceptibles de vibrer (et de dévier) que les outils courts et gros. Par conséquent, choisissez l'outil avec le plus grand diamètre. Minimisez le nombre d'outils dépassant du porte-outil et assurez-vous qu'ils sont bien fixés avec une précision de faux-rond ferme. La combinaison de plusieurs outils avec des formes de rainures variables est un moyen efficace de réduire les vibrations.
De plus, l'utilisation de lames tranchantes réduira la force de coupe de la fraiseuse CNC, et le maintien en temps opportun de la stabilité de l'outil et de l'environnement de traitement est une condition de traitement qui ne peut être ignorée.
Il est également important d'appliquer en permanence la bonne pression d'outil ou la bonne charge de copeaux. Sur les fraiseuses CNC, des cannelures à copeaux excessives peuvent provoquer des broutages. Moins de cannelures à copeaux et de fraises en bout à pas variable peuvent être utilisées pour aider à réduire les vibrations de résonance causées par les charges de copeaux.
4. Le bon porte-outil :
Les porte-outils ordinaires (verrouillage latéral, mandrin à double angle et mandrin ER standard) ne peuvent pas fournir la précision ou la rigidité requises pour un usinage haute performance. Un meilleur choix est un porte-outil qui combine la face d'extrémité et le contact conique pour fournir une haute précision et une grande rigidité. Ce type de dispositif de retenue s'engage avec la surface rectifiée de précision de la broche tout en étant en contact avec le cône, ce qui fournit la rigidité supplémentaire requise et contribue également à l'amortissement. L'équilibre de tous les outils doit être évalué, et la qualité de surface peut être améliorée même à bas régime.
5. Le bon travail tenant :
Si la pièce n'est pas correctement fixée, la pièce elle-même peut vibrer et provoquer des tremblements. Vérifiez si le mandrin, l'étau, la table aspirante ou tout autre dispositif de maintien de la pièce applique une pression suffisante sur la pièce. Essayez d'utiliser un dispositif de travail de la bonne taille pour appliquer la pression de serrage sur la pièce aussi uniformément que possible.
Évitez de serrer une seule extrémité d'un matériau long et fin. Si cela peut être un problème, envisagez d'utiliser une fixation de pièce plus grande ou une autre fixation sur la fraiseuse. Envisagez d'utiliser une poupée mobile ou un cadre de repos stable sur le tour.
Lors de l'utilisation de pièces à paroi mince, la vibration des pièces absorbant les chocs peut être particulièrement difficile. Une façon de résoudre ce type de problème de broutage consiste à utiliser des matériaux de remplissage pour augmenter la rigidité de la pièce.
6. Réglage et entretien de la machine :
La machine CNC doit être placée sur un sol en béton solide sans coutures, fissures ou autres discontinuités. Les sols lâches, mous, élastiques ou endommagés aggravent la gigue des machines CNC. Des ancrages correctement installés ou des pieds correctement ajustés sont également des exigences de base pour réduire la gigue.
Si vous souhaitez conserver une bonne qualité de surface et des tolérances serrées sur des machines mal entretenues, vous devez surmonter des problèmes mécaniques autres que ceux répertoriés ici. Maintenez l'équipement régulièrement entretenu pour garantir des performances optimales.
Processus de fabrication
- Déviation d'outil dans l'usinage CNC
- Stratégies pour réduire la déviation de l'outil dans l'usinage CNC
- Comment réduire les coûts des projets d'usinage CNC
- Comment concevoir des pièces pour l'usinage CNC
- Comment le rayon d'angle affecte l'usinage CNC
- Comment faire des tolérances serrées sur des pièces d'usinage cnc
- Comment réduire les coûts d'usinage CNC
- Comment réduire le coût des pièces d'usinage CNC ?
- Qu'est-ce que la déviation d'outil dans l'usinage CNC et comment la réduire ?