


Un guide simple sur l'efficacité globale de l'équipement dans la fabrication
L'efficacité globale de l'équipement (OEE) est un indicateur de performance clé qui révèle la productivité globale d'un actif. La meilleure partie? Lorsqu'un actif est sous-performant, l'OEE vous aide à découvrir pourquoi. En effet, les données que vous avez utilisées pour calculer l'OEE sont les mêmes données que vous utiliserez pour trouver la source de votre problème.
Il existe deux façons de calculer cet important KPI de fabrication. Regardons d'abord l'équation la plus basique.
Comment calculer l'OEE simplement
Pour celui-ci, calculez l'OEE comme un rapport entre le temps entièrement productif et le temps de production prévu. Ici, la définition du temps pleinement productif est lorsque vous ne produisez que de bonnes pièces, le plus rapidement possible, sans aucun temps d'arrêt.
Quelle est l'heure d'arrêt ? C'est la somme de vos arrêts planifiés et non planifiés. Les arrêts planifiés sont pour des choses comme les changements, où vous configurez ou ajustez l'actif. Les arrêts non planifiés sont destinés aux pannes et à la maintenance non planifiée. Si un actif est hors ligne pour une maintenance planifiée, ne l'incluez pas dans l'heure d'arrêt.
Pour calculer l'OEE, rassemblez le tout à l'aide de l'équation suivante :
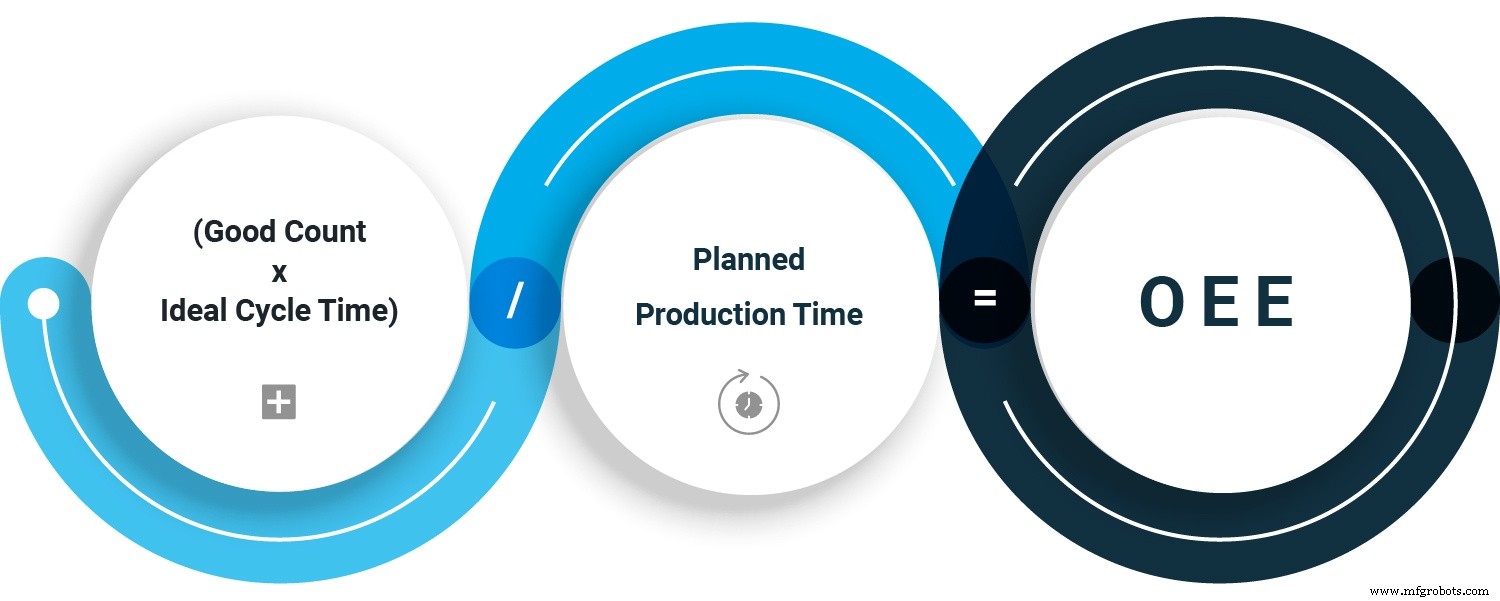
OEE rapide et facile
C'est une façon parfaitement acceptable de calculer l'OEE, et cela vous donne un assez bon nombre à la fois pour l'analyse comparative et la ligne de base, que nous couvrons un peu plus bas. Mais il y a une faiblesse dans cette équation, c'est que lorsque vous obtenez un TRS faible, vous ne savez pas pourquoi. C'est la mauvaise nouvelle. La bonne nouvelle est qu'il existe une meilleure façon de calculer l'OEE, et c'est exactement mieux parce que lorsque l'OEE est faible, vous pouvez comprendre pourquoi.
Comment mieux calculer l'OEE
Pour celui-ci, vous devez connaître vos trois facteurs liés aux pertes :disponibilité, performances et qualité. Après cela, le calcul est simple. L'OEE est le produit de la multiplication des trois facteurs.
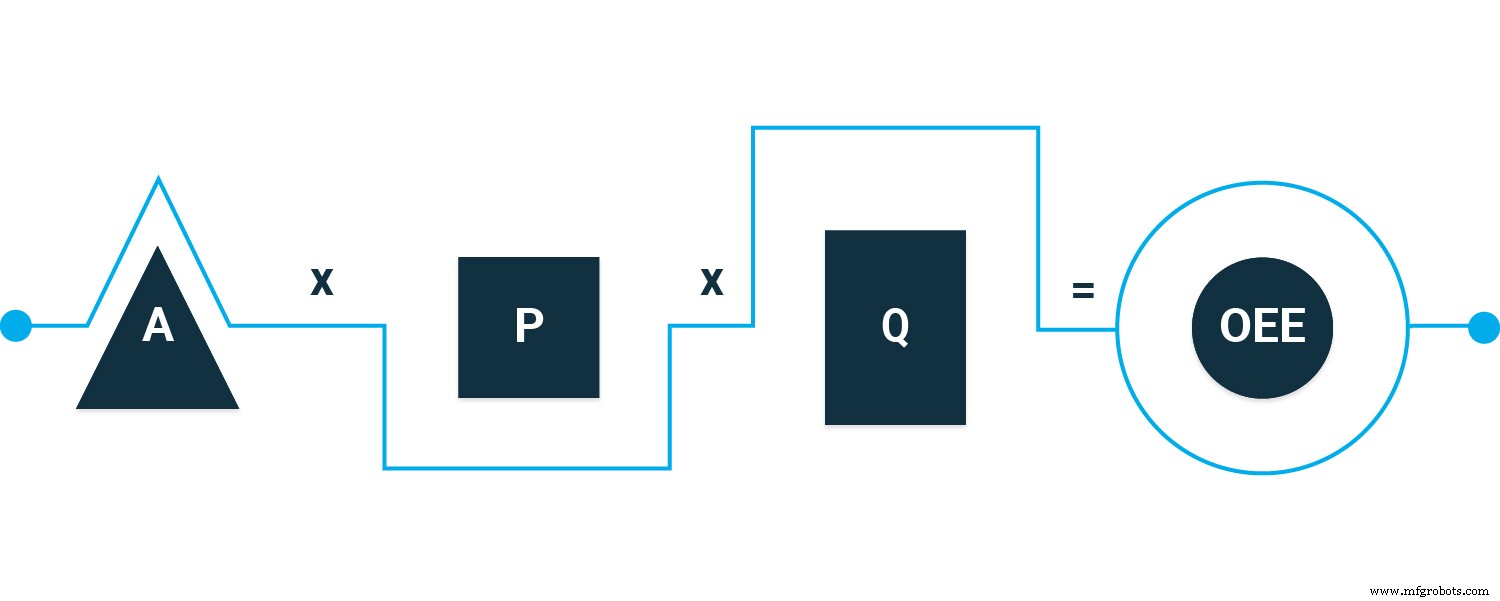
facteurs de perte et OEE
Mais nous prenons de l'avance sur nous-mêmes. Avant de pouvoir les intégrer à l'équation, nous devons savoir quels sont ces facteurs et comment les trouver.
Disponibilité
Rapport entre le temps d'exécution et le temps de production prévu. Prenez la durée pendant laquelle vous avez exécuté l'actif et comparez-la à la durée pendant laquelle vous aviez prévu de l'exécuter.
Par exemple, un actif a été programmé pour s'exécuter pendant huit heures. C'est votre temps de production prévu. À la fin du quart de travail, il n'avait fonctionné que sept heures et demie. C'est le temps d'exécution. Où avons-nous trouvé les sept heures et demie ? Nous avons pris le temps de production prévu (huit heures) et soustrait le temps d'arrêt (dans cet exemple complètement inventé, 30 minutes).
Disponibilité =temps d'exécution / temps de production prévu
Performances
Rapport du nombre total au taux d'exécution idéal. Prenez le nombre de widgets créés par l'élément et comparez-le au nombre maximum de widgets qu'il aurait pu créer.
Par exemple, lorsque tout fonctionne aussi parfaitement que possible, votre ressource produit 1 000 widgets toutes les huit heures. Mais lorsque vous avez fait fonctionner cet actif pendant huit heures, il n'en a produit que 950. Cela n'a peut-être pas été dû à une panne majeure. Les performances sont affectées par des cycles lents, lorsque certains widgets prennent plus de temps que prévu pour se terminer. Et il est également affecté par de petits arrêts, des pauses si courtes qu'elles ne sont pas comptées dans le temps d'arrêt. Mais les petits arrêts s'additionnent et affectent les performances.
Performance =nombre total / taux d'exécution idéal
Qualité
Rapport entre les bonnes pièces et le nombre total. Prenez le nombre de pièces qui passent le contrôle qualité et comparez-le au nombre total de pièces produites. C'est un peu plus précis que ça. Les bonnes pièces passent la première fois qu'elles sont inspectées et ne nécessitent aucune retouche supplémentaire. D'autres pièces pourraient éventuellement passer, mais elles ne sont pas incluses dans votre nombre de bonnes pièces.
Par exemple, et encore une fois nous allons utiliser le widget classique, sur les 950 widgets que vous avez produits en huit heures, 945 d'entre eux étaient bons.
Qualité =bonnes pièces / nombre total
Une fois que nous avons nos trois facteurs liés aux pertes, nous pouvons calculer rapidement l'OEE. Mais pourquoi cette seconde équation est-elle meilleure que la première ? Cela a à voir avec la façon dont vous utilisez l'OEE, abordé dans les sections suivantes.
Comment tirer parti de l'OEE
L'efficacité globale de l'équipement est un indicateur de l'efficacité d'un processus de fabrication. Une fois que vous l'avez calculé, vous pouvez l'utiliser comme référence ou référence.
OEE comme référence
Lorsque l'on compare les OEE, il y aura toujours des variations en fonction du type de fabrication, mais voici quelques chiffres généraux.
100% parfait. Vous produisez le plus rapidement possible, sans arrêts, sans erreurs.
85 % de classe mondiale. Pour de nombreux fabricants, c'est l'objectif à long terme.
65 % Typique. La bonne nouvelle, c'est qu'il y a beaucoup de place à l'amélioration.
40% Ce n'est pas du jamais vu. Souvent, lorsque les entreprises commencent à suivre l'OEE, c'est là qu'elles se retrouvent. Encore une fois, la bonne nouvelle est qu'il y a beaucoup de place à l'amélioration.
Vous pouvez également l'utiliser pour l'analyse comparative interne. Par exemple, vous pouvez comparer les TRS de deux actifs similaires. Vous pouvez également consulter les TRS d'un actif pour différentes équipes.
OEE comme référence
Vous pouvez également utiliser OEE pour suivre les actifs au fil du temps. Au fur et à mesure que vous affinez vos processus, l'OEE devrait augmenter. Si ce n'est pas le cas, les chiffres que vous avez utilisés pour calculer l'OEE peuvent vous donner des indices solides sur les raisons. Encore une fois, voici pourquoi il est préférable d'utiliser la deuxième méthode de calcul de l'OEE. Pour obtenir l'OEE, vous avez besoin de vos facteurs liés aux pertes. Et ce sont ces facteurs qui vous aident à comprendre ce qui ne va pas.
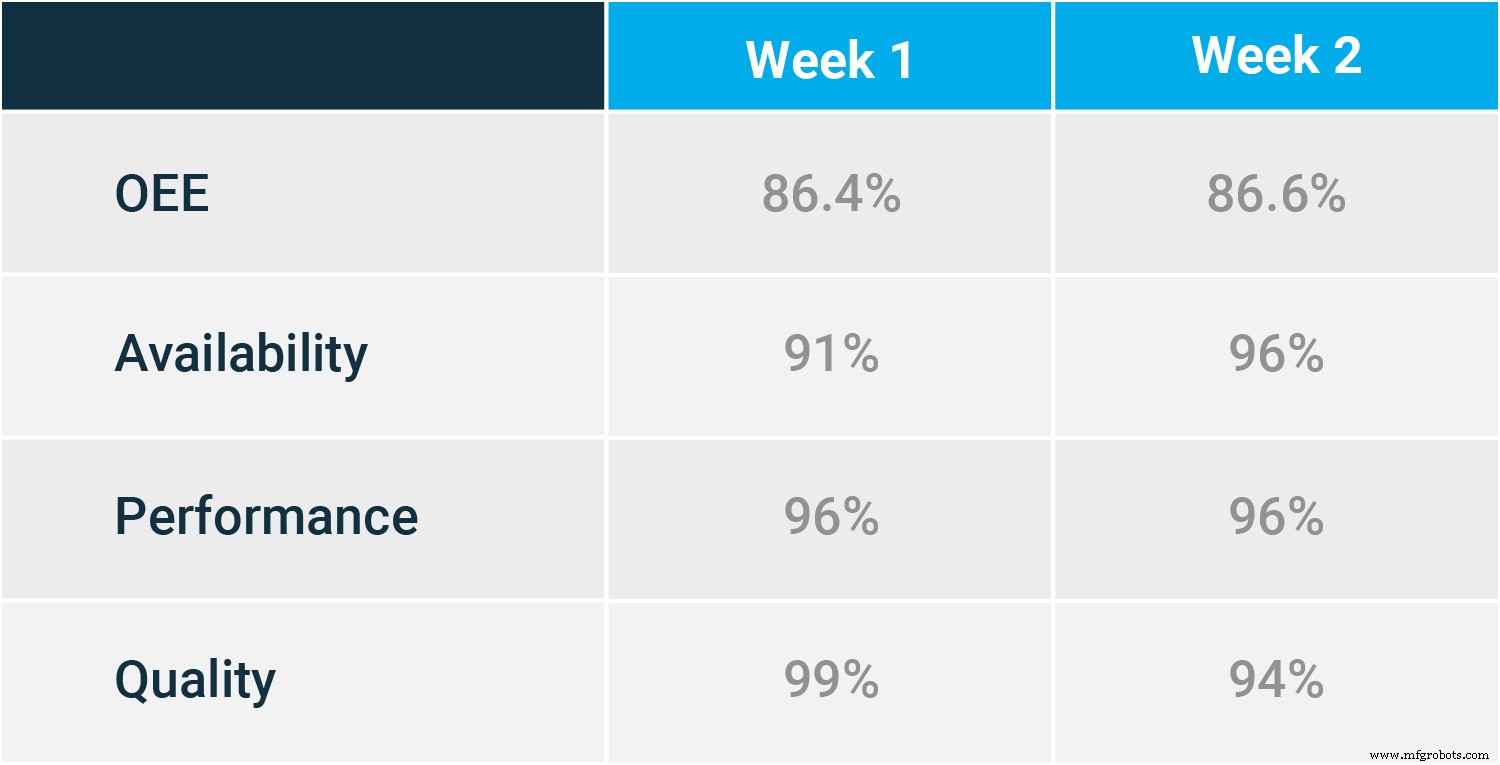
lorsque vous connaissez les facteurs de perte, vous pouvez voir ce qui vous retient
Si la disponibilité réduit l'OEE, cela peut être dû au fait que l'actif n'est pas sur le bon calendrier de maintenance préventive. Il échoue trop souvent, ce qui signifie que vos ordres de travail de maintenance préventive sont trop éloignés. Des temps d'arrêt plus longs peuvent également être liés au contrôle des stocks. Si les techniciens doivent attendre des pièces critiques avant de pouvoir effectuer des réparations, vous devez définir des niveaux d'inventaire plus élevés pour vous assurer qu'ils disposent des pièces dont ils ont besoin quand ils en ont besoin. Un logiciel de bons de travail garantit que vos bons de travail PM sont planifiés en temps opportun avec la bonne fréquence.
Si l'OEE rencontre des problèmes de performances, vous effectuez peut-être le mauvais type de maintenance ou le bon type, mais de manière incorrecte. Par exemple, vous pouvez être en train d'inspecter et de réaligner les courroies selon le bon calendrier basé sur le temps ou le mètre, mais vous ne les réalignez pas correctement. C'est comme si vous preniez le petit déjeuner tous les matins à la même heure, et c'est le bon moment, sept heures et demie du matin, mais au lieu de café et de pain grillé, vous mangez de la glace. Bon horaire, mauvaise tâche.
Les problèmes de qualité réduisent également l'OEE, mais ne sont généralement pas quelque chose que le service de maintenance peut résoudre. L'actif n'est peut-être pas configuré correctement ou il peut y avoir une erreur de l'opérateur. Le problème pourrait même provenir de la matière première.
L'OEE n'est qu'un des KPI importants pour la maintenance. Il y en a beaucoup plus, mais ce n'est pas un cas de plus, mieux c'est. Vous devez trouver ceux qui fonctionnent le mieux pour vous, qui vous aident à atteindre vos objectifs en vous donnant des informations que vous pouvez utiliser. Imaginez que vous êtes en voyage. Il est utile de connaître des choses comme votre vitesse moyenne et votre kilométrage. Vous pourriez également suivre le nombre de révolutions des pneus, mais à quoi cela servirait-il ? Tous les types de données n'ont pas de valeur. Pour une bonne introduction à certaines des plus courantes pour la fabrication, consultez Que sont les métriques MTTR, MTBF et MTTF ?
Technologie industrielle
- Les goulots d'étranglement dans la fabrication – Un guide définitif
- Débit de fabrication – Un guide complet sur les mesures de fabrication clés
- Guide de fabrication rapide
- Drew Troyer :efficacité globale de l'équipement
- Le nouveau livre est l'introduction sur l'efficacité globale de l'équipement
- Donner un sens aux mesures de maintenance :efficacité globale de l'équipement
- L'importance de la maintenance des équipements dans la fabrication
- Équipement de travail :est-il temps de procéder à une mise à niveau ?
- Un guide pour créer un programme de maintenance de l'équipement