


Conseils courants pour l'usinage de perçage
Le forage est un processus d'enlèvement de matière ou de coupe dans lequel l'outil utilise un foret pour percer un trou de section circulaire dans des matériaux solides. Nous présenterons les techniques de perçage à partir de l'utilisation du liquide de refroidissement, du contrôle des copeaux, du contrôle de l'avance et de la vitesse de coupe, ainsi qu'une introduction approximative aux techniques d'obtention de trous de haute qualité et aux techniques de perçage pour différents matériaux.
Utilisation du liquide de refroidissement
L'utilisation correcte du liquide de refroidissement est essentielle pour obtenir de bonnes performances de perçage. Cela affectera directement l'élimination des copeaux, la durée de vie de l'outil et la qualité du trou usiné lors de l'usinage.
1. Comment utiliser le liquide de refroidissement
1) Conception de refroidissement interne
La conception de refroidissement interne est toujours le premier choix pour éviter le blocage des copeaux, en particulier lors du traitement de matériaux à copeaux longs et du perçage de trous plus profonds (plus de 3 fois le diamètre du trou). Pour un foret horizontal, lorsque le liquide de refroidissement s'écoule du foret, il ne doit pas y avoir de sous-dépassement du liquide de coupe sur une longueur d'au moins 30 cm.

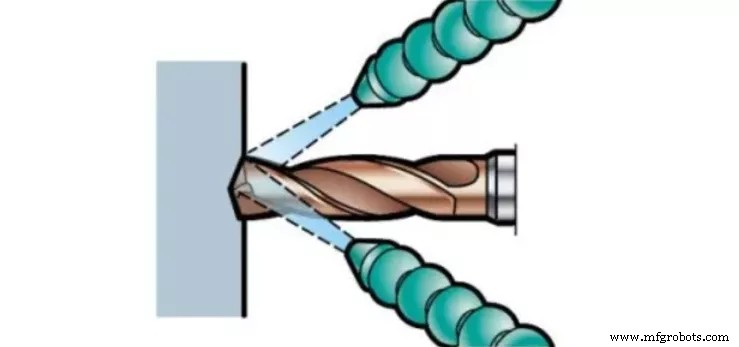
2) Conception de refroidissement externe
L'utilisation d'un liquide de refroidissement externe peut être utilisée lorsque la formation de copeaux est bonne et que la profondeur du trou est faible. Afin d'améliorer l'évacuation des copeaux, il doit y avoir au moins une buse d'arrosage (ou deux buses s'il s'agit d'une application non rotative) à proximité de l'axe de l'outil.
3) Techniques de perçage à sec sans utiliser de liquide de refroidissement
Le forage à sec n'est généralement pas recommandé.
- Il peut être utilisé dans des applications avec des matériaux à copeaux courts et une profondeur de trou jusqu'à 3 fois le diamètre
- Convient aux machines-outils horizontales
- Il est recommandé de réduire la vitesse de coupe
- La durée de vie de l'outil sera réduite
Il est recommandé de ne pas utiliser le forage à sec pour :
- Matériau en acier inoxydable (ISO M et S)
- Mèche interchangeable
4) Refroidissement haute pression (HPC) (~70 bar)
Les avantages de l'utilisation d'un liquide de refroidissement haute pression sont :
- En raison de l'effet de refroidissement amélioré, la durée de vie de l'outil est plus longue
- Améliore l'effet d'élimination des copeaux lors du traitement de matériaux à copeaux longs tels que l'acier inoxydable et peut prolonger la durée de vie de l'outil
- Meilleures performances d'élimination des copeaux, donc plus de sécurité
- Fournir un débit suffisant en fonction de la pression donnée et de la taille du trou pour maintenir l'alimentation en liquide de refroidissement
2 Utiliser les compétences du liquide de refroidissement
Veillez à utiliser une huile de coupe soluble (émulsion) contenant des additifs EP (extrême pression). Afin d'assurer la meilleure durée de vie de l'outil, la teneur en huile du mélange huile-eau doit être comprise entre 5 et 12 % (entre 10 et 15 % lors du traitement de l'acier inoxydable et des matériaux en superalliage). Lors de l'augmentation de la teneur en huile du liquide de coupe, assurez-vous de vérifier avec un séparateur d'huile pour vous assurer que la teneur en huile recommandée n'est pas dépassée.
Lorsque les conditions le permettent, le liquide de refroidissement interne est toujours le premier choix par rapport au liquide de refroidissement externe.
L'huile propre peut améliorer l'effet de lubrification et apporter des avantages lors du perçage d'applications en acier inoxydable. Assurez-vous de l'utiliser avec des additifs EP. Les forets en carbure monobloc et les forets à plaquette indexable peuvent utiliser de l'huile propre et obtenir de bons résultats.
L'air comprimé, le fluide de coupe en brouillard ou le MQL (lubrification minimale) peuvent être un bon choix dans des conditions stables, en particulier lors de l'usinage de certaines fontes et alliages d'aluminium. Comme l'augmentation de la température peut avoir un impact négatif sur la durée de vie de l'outil, il est recommandé de réduire la vitesse de coupe.
Puce C contrôle S tue
La formation et l'élimination des copeaux sont des problèmes clés dans le perçage, en fonction du matériau de la pièce, du choix de la géométrie du foret/de la lame, de la pression/capacité du liquide de refroidissement et des paramètres de coupe.
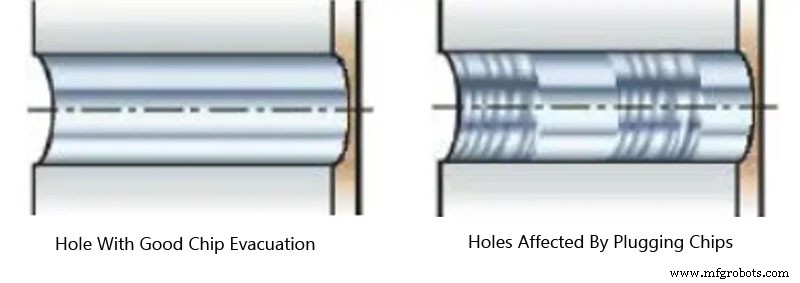
Le blocage des copeaux entraînera un déplacement radial du foret, ce qui affectera la qualité du trou, la durée de vie et la fiabilité du foret, ou entraînera la rupture du foret/de la lame.
Lorsque les copeaux peuvent être évacués en douceur du foret, la mise en forme des copeaux est acceptable. La meilleure façon de l'identifier est d'écouter pendant le processus de forage. Un son continu indique une bonne évacuation des copeaux et un son intermittent indique un colmatage des copeaux. Vérifiez la force d'avance ou le moniteur de puissance. S'il y a une anomalie, la cause peut être des puces obstruées. Vérifiez les jetons. Si les copeaux sont longs et courbés, mais pas enroulés, cela signifie que les copeaux sont bouchés. Vérifiez le trou. Une fois les copeaux bouchés, vous verrez une surface rugueuse.
Conseils à éviter Bloquer écaillage :
1) Assurez-vous que les paramètres de coupe et la géométrie de foret/pointe d'outil corrects sont utilisés
2) Vérifiez la forme du copeau - ajustez le taux d'alimentation et la vitesse
3) Vérifier le débit et la pression du liquide de coupe
4) Vérifiez le tranchant. Lorsque l'ensemble du brise-copeaux ne fonctionne pas, les dommages/copeaux de l'arête de coupe peuvent provoquer de longs copeaux
5) Vérifiez si l'usinabilité est modifiée en raison du nouveau lot de pièces - ajustez les paramètres de coupe
Contrôle de l'avance et de la vitesse de coupe
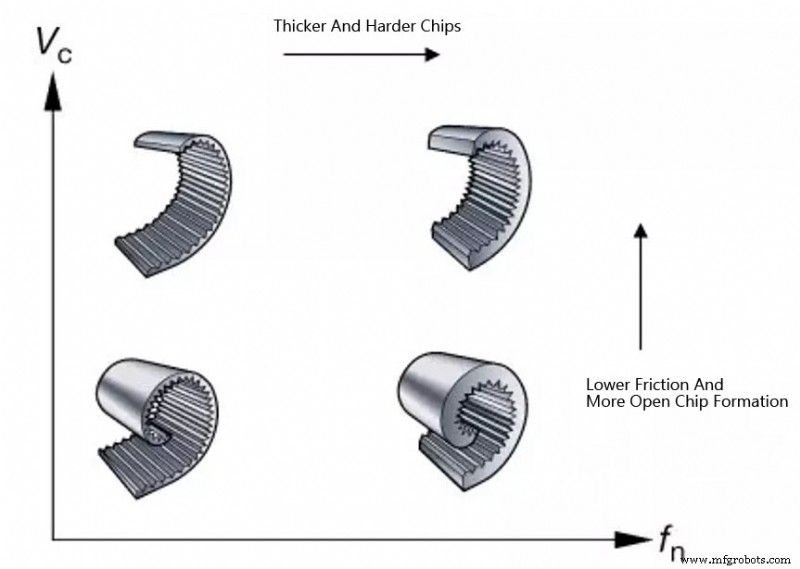
(1) L'influence de la vitesse de coupe Vc (m/min)
Outre la dureté du matériau, la vitesse de coupe est également le principal facteur affectant la durée de vie de l'outil et la consommation d'énergie.
1) La vitesse de coupe est le facteur le plus important pour déterminer la durée de vie de l'outil
2) La vitesse de coupe affectera la puissance Pc (kW) et le couple Mc (Nm)
3) Une vitesse de coupe plus élevée produira une température plus élevée et augmentera l'usure des flancs, en particulier au niveau de la pointe périphérique de l'outil
4) Lors du traitement de certains matériaux tendres à copeaux longs (c'est-à-dire de l'acier à faible teneur en carbone), une vitesse de coupe plus élevée est propice à la formation de copeaux
La vitesse de coupe est trop élevée :
- a) Le flanc s'use trop vite
- b) Déformation plastique
- c) Mauvaise qualité de trou et mauvais diamètre de trou
La vitesse de coupe est trop faible :
- a) Générer une tumeur accumulée
- b) Mauvaise élimination des copeaux
- c) Temps de coupe plus long
(2) L'influence de l'avance fn (mm/r)
1) Affecte la formation de copeaux, la qualité de surface et la qualité des trous
2) Puissance d'influence Pc (kW) et couple Mc (Nm)
3) Une avance élevée affectera la force d'avance Ff (N), qui doit être prise en compte lorsque les conditions de travail sont instables
4) Affecter les contraintes mécaniques et les contraintes thermiques
Taux d'alimentation élevé :
- a) Brise-copeaux durs
- b) Temps de coupe court
- c) L'usure de l'outil est faible mais le risque d'écaillage des arêtes de perçage augmente
- d) La qualité du trou est réduite
Taux d'alimentation faible :
- a) Copeaux plus longs et plus fins
- b) Amélioration de la qualité
- c) Usure accélérée de l'outil
- d) Temps de coupe plus long
- e) Lors du perçage de pièces minces avec une faible rigidité, la vitesse d'avance doit être maintenue faible
Conseils pour obtenir des trous de haute qualité
(1) Élimination des copeaux
Assurez-vous que les performances d'élimination des copeaux répondent aux exigences. Le colmatage des copeaux affecte la qualité du trou, la fiabilité et la durée de vie de l'outil. La géométrie du foret/insert et les paramètres de coupe sont critiques.
(2) Stabilité, serrage de l'outil
Utilisez le foret le plus court possible. Utilisez le porte-outil rigide raffiné avec le plus petit faux-rond. Assurez-vous que la broche de la machine est en bon état et alignée avec précision. Assurez-vous que les pièces sont fixées et stables. Appliquez la bonne vitesse d'avance pour les surfaces irrégulières, les surfaces inclinées et les trous transversaux.
(3) Durée de vie de l'outil
Vérifiez l'usure de la lame et préréglez le programme de gestion de la durée de vie de l'outil. La méthode la plus efficace consiste à utiliser un moniteur de force d'avance pour surveiller le forage.
(4) Entretien
Remplacez régulièrement la vis de compression de la lame. Nettoyez le porte-couteau avant de remplacer la lame, en veillant à utiliser une clé dynamométrique. Ne dépassez pas la quantité d'usure maximale avant de réaffûter le foret en carbure monobloc.

Techniques de perçage pour différents matériaux
1. Compétences en forage d'acier à faible teneur en carbone
Pour les aciers à faible teneur en carbone qui sont souvent utilisés pour le soudage de pièces, la formation de copeaux peut être un problème. Plus la dureté, la teneur en carbone et la teneur en soufre de l'acier sont faibles, plus les copeaux produits sont longs.
1) Si le problème est lié à la formation de copeaux, augmentez la vitesse de coupe vc et réduisez l'avance fn (veuillez noter que lors du traitement d'acier ordinaire, l'avance doit être augmentée).
2) Utilisez une haute pression et une alimentation interne en liquide de refroidissement.
2. Techniques de perçage des aciers inoxydables austénitiques et duplex
Les matériaux austénitiques, duplex et super duplex peuvent causer des problèmes liés à la formation et à l'évacuation des copeaux.
1) La géométrie correcte est très importante, car elle peut faire en sorte que les copeaux se forment correctement et les aider à se décharger. De manière générale, il est préférable d'utiliser un tranchant tranchant. Si le problème est lié à la formation de copeaux, l'augmentation de l'avance fn rendra le copeau plus susceptible de casser.
2) Conception de refroidissement interne, haute pression.
3 compétences en forage CGI (fonte à graphite compact)
CGI ne nécessite généralement pas d'attention particulière. Elle produit des copeaux plus gros que la fonte grise, mais les copeaux sont faciles à casser. La force de coupe est plus élevée et affecte donc la durée de vie de l'outil. Besoin d'utiliser des matériaux super résistants à l'usure. Il y aura la même usure typique de la pointe de l'outil que toutes les fontes.
1) Si le problème est lié à la formation de copeaux, augmentez la vitesse de coupe Vc et réduisez l'avance fn.
2) Conception de refroidissement interne.
4. Compétences en perçage d'alliages d'aluminium
La formation de bavures et l'évacuation des copeaux peuvent être un problème. Cela peut également réduire la durée de vie de l'outil en raison du collage.
1) Pour garantir la meilleure formation de copeaux, utilisez une faible avance et une vitesse de coupe élevée.
2) Pour éviter une courte durée de vie de l'outil, différents revêtements peuvent devoir être testés pour minimiser le collage. Ces revêtements peuvent inclure des revêtements en diamant ou aucun revêtement (selon le substrat).
3) Utilisez une émulsion haute pression ou un liquide de refroidissement par brouillard.
5. Compétences en perçage d'alliages de titane et d'alliages à haute température
L'écrouissage de la surface du trou affecte les processus ultérieurs. Il est difficile d'obtenir de bonnes performances d'élimination des copeaux.
1) Lors du choix d'une géométrie pour l'usinage d'alliages de titane, il est préférable d'avoir une arête de coupe vive. Lors de l'usinage d'alliages à base de nickel, une géométrie robuste est essentielle. En cas de problème d'écrouissage, essayez d'augmenter l'avance.
2) Le liquide de refroidissement haute pression jusqu'à 70 bars améliore les performances.
6. Compétences en perçage d'acier trempé
Obtenez une durée de vie acceptable.
1) Réduisez la vitesse de coupe pour réduire la chaleur. Ajustez la vitesse d'alimentation pour obtenir des copeaux acceptables et faciles à éjecter.
2) Émulsion mixte à haute concentration.
Processus de fabrication
- es de liquide de refroidissement pour usinage CNC
- 12 conseils pour développer votre activité d'usinage CNC
- Conseils pour l'usinage de matériaux gommeux
- Usinage de plastiques techniques et de circuits imprimés pour l'électronique
- Usinage des métaux :6 conseils pour percer l'acier inoxydable
- 4 astuces sous le radar pour une productivité CNC 5 axes
- Perçage et usinage de trous profonds :caractéristiques, difficultés et conseils
- 7 conseils pour de meilleures pièces usinées CNC
- 5 applications courantes pour l'usinage CNC du plastique