


6 étapes de traitement EDM par fil
Tout ne peut pas être fait avec le traitement EDM par fil. Analyser et réviser les dessins de traitement. En fonction de l'équipement de traitement existant, considérez la faisabilité de cette méthode de traitement. Le traitement ne peut pas être réalisé dans les situations suivantes :
L'espace étroit est plus petit que le diamètre du fil d'électrode plus l'espace de décharge. L'angle interne du motif n'est pas autorisé à avoir un angle R ou l'angle R requis de l'angle interne est inférieur au diamètre du fil d'électrode. Pièces en matériaux non conducteurs. Pièces dont l'épaisseur dépasse la portée du fil de fer. La longueur de traitement dépasse la longueur de course effective du chariot X et Y de la machine-outil et la pièce nécessite une grande précision.
À condition de respecter le traitement par électroérosion à fil, en fonction des exigences d'usinage des pièces, telles que la qualité de surface et les exigences de précision dimensionnelle, il est nécessaire de décider s'il faut choisir un procédé d'électroérosion à fil moyen ou un procédé d'électroérosion à fil à basse vitesse. Pour les pièces avec une précision dimensionnelle élevée et une bonne rugosité de surface, des machines-outils de coupe à fil à basse vitesse doivent être utilisées pour compléter.

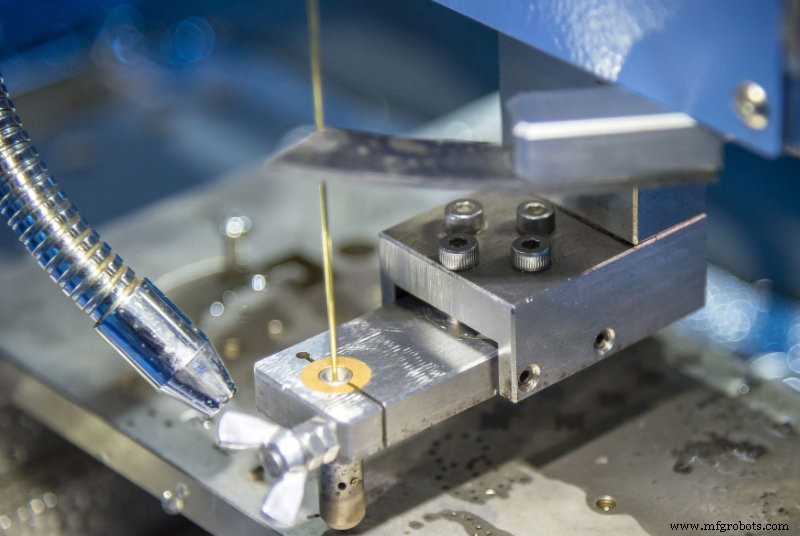
Traitement EDM par fil
1) Raisonnable S élection O f W pièce d'or M matériaux
Afin de réduire la déformation de la pièce causée par le fil EDM, des matériaux avec de bonnes performances de forgeage, une bonne perméabilité et une petite déformation par traitement thermique doivent être sélectionnés. Le matériau de la pièce doit être traité thermiquement conformément aux exigences techniques.
2) Traitement des trous filetés
Pour le traitement des trous fermés et de certains poinçons, les trous de fil doivent être traités avant la découpe en ligne. La position du trou fileté doit être cohérente avec le point de départ de l'usinage spécifié lors de la programmation.
3) Choisissez le type de fil d'électrode
L'électroérosion à fil à vitesse moyenne utilise généralement un fil de molybdène d'un diamètre de 0,18 mm comme fil d'électrode, l'électroérosion à fil à basse vitesse utilise généralement du fil de laiton ou du fil galvanisé, etc. Le diamètre du fil d'électrode peut être basé sur les exigences de précision d'usinage. Essayez de choisir un fil d'électrode d'un diamètre d'au moins 0,2 mm pour obtenir une vitesse de coupe plus élevée et réduire le risque d'interruption du fil pendant le traitement.
4) Serrage et correction de la pièce
Selon la forme de traitement et la taille de la pièce, sélectionnez la méthode de serrage appropriée pour déterminer la position de la pièce. Si les méthodes de serrage des pièces de plaque, des pièces rotatives et des pièces de bloc sont différentes, vous pouvez choisir des fixations spéciales ou des fixations auto-conçues pour serrer la pièce. Une fois la pièce serrée, elle doit être corrigée. Généralement, il s'agit de vérifier la perpendicularité et la planéité du serrage de la pièce, et de corriger le parallélisme axial du plan de référence de la pièce et de la machine-outil.
5) T la lecture et la scolarité
Enroulez correctement le fil-électrode sur chaque partie du mécanisme de défilement du fil pour maintenir le fil-électrode avec une certaine tension. Utilisez des méthodes appropriées pour corriger la verticalité du fil d'électrode, comme l'alignement du fil avec un aligneur, l'alignement du fil avec des étincelles, etc.
6) Positionnement du fil électrode
Avant le traitement par électroérosion par fil, le fil-électrode doit être positionné avec précision à la position de coordonnées de départ de la coupe. Les méthodes de réglage comprennent l'inspection visuelle, la méthode des étincelles et l'alignement automatique. Les machines-outils de coupe de fil CNC actuelles ont toutes la fonction de détection de contact, et elles ont toutes les fonctions de recherche automatique des bords et de recherche automatique du centre. Ils ont une grande précision d'alignement et sont très pratiques pour le positionnement du fil d'électrode. La méthode de fonctionnement varie d'une machine à l'autre.
Conseils pour l'électroérosion à fil
La programmation WEDM est au centre de l'ensemble du processus. La machine-outil est traitée selon le programme de commande numérique. L'exactitude du programme affecte directement la forme et la précision du traitement. La majeure partie de la production réelle utilise des méthodes de programmation automatique.
Une fois la programmation terminée et avant le processus de découpe formel, le programme CNC doit être vérifié et vérifié pour déterminer son exactitude. Le système de commande numérique de la machine-outil d'électroérosion à fil fournit une méthode de vérification du programme. Les méthodes couramment utilisées sont :l'une est la méthode d'inspection du dessin, qui est principalement utilisée pour vérifier s'il y a une erreur de syntaxe dans le programme et si elle est conforme au contour de traitement du motif. L'autre est la méthode d'inspection de course vide, elle peut vérifier le traitement réel du programme, vérifier s'il y a collision ou interférence dans le traitement, et si la course de la machine-outil répond aux exigences de traitement, etc., grâce à la simulation de la situation de traitement dynamique, le programme et le chemin de traitement sont entièrement vérifiés.
Pour certaines matrices de poinçonnage avec des exigences de précision dimensionnelle élevées et de petits écarts d'adaptation entre les matrices convexes et concaves, vous pouvez d'abord essayer de couper avec une feuille mince pour vérifier la précision dimensionnelle et les écarts d'adaptation. Si vous constatez qu'il ne répond pas aux exigences, vous devez réviser le programme à temps jusqu'à ce que la vérification soit qualifiée. Pendant le traitement, les paramètres électriques et non électriques peuvent être ajustés en fonction de l'état de traitement pour maintenir le traitement dans le meilleur état de décharge. Une fois la coupe formelle terminée, ne vous précipitez pas pour retirer la pièce, vérifiez si les points de coordonnées de début et de fin sont cohérents. Si des problèmes sont détectés, des mesures "correctives" doivent être prises à temps.
Processus de fabrication
- Découpe par fil EDM :de quoi s'agit-il ?
- Différences et applications de l'EDM par enfonçage et de l'électroérosion par fil
- Initiation à la coupe au fil
- Comment une machine à couper le fil peut-elle aider?
- Qu'est-ce qu'une coupe de fil CNC ?
- Les machines de découpe de fil EDM sont les meilleures !
- La fraise EDM mythique
- Wire EDM:Un aperçu de l'industrie métallurgique de Taiwan
- Machine d'électroérosion à fil ultime à Taiwan